عملیات
حرارتی افتراقی یا عملیات حرارتی انتخابی یا عملیات حرارتی موضعی (به
انگلیسی: Differential heat treatment) روشی است که در حین عملیات حرارتی
به کار گرفته میشود برای سخت کردن یا نرم کردن ناحیه مشخصی از یک شیء
فولادی و باعث به وجود آمدن یک اختلاف در سختی این نواحی میشود. روشهای
زیادی وجود دارد برای ایجاد اختلاف در خواص، اما اغلب آنها به عنوان سخت
کاری افتراقی یا بازپخت افتراقی قابل تعریف هستند.
روشهای سخت
کاری افتراقی شامل حرارت دهی به فلز به صورت یکنواخت تا دمای تفتیدگی،
تغییر فولاد به آستنیت و سپس سرد کردن آن در نواحی مختلف میباشد که قسمتی
از شیء را به مارتنزیت بسیار سخت تبدیل میکند، در حالی که مابقی آن آرام
تر شرد شده و به پرلیت نرم تر تبدیل میشود. این روش ممکن است تنها شامل
حرارت دهی یک بخش از شیء به صورت بسیار سریع تا دمای تفتیدگی و سپس سرد
کردن سریع (کوئنچ) آن باشد که فقط بخشی از شیء را به مارتنزیت سخت تبدیل
میکند و بقیه شیء بدون تغییر باقی میماند.
اما روشهای
بازپخت افتراقی شامل گرم کردن شیء به صورت یکنواخت تا دمای تفتیدگی و سپس
کوئنچ کامل کل شیء هستند که تمام آن شیء را به مارتنزیت تبدیل میکنند. سپس
شیء تا دمای بسیار کمتری حرارت داده میشود تا نرم شود (تمپرینگ)، اما این
حرارت دهی تنها به صورت موضعی خواهد بود که تنها بخشی از آن را نرم
میسازد.
روشهای سخت کاری افتراقی ابتدائاً در چین برای ساخت
شمشیر توسعه یافت و در خاور دور از نپال تا کره و ژاپن گسترش یافت. بعدها،
روشهای سخت کاری سطحی از طریق حرارت دهی سریع در نواحی انتخابی و سپس
کوئنچ کردن آن مثل سخت کاری شعلهای و سخت کاری القایی توسعه یافت. به هر
ترتیب، روشهای بازپخت افتراقی ابتدائاً با آهنگران اروپایی برای ساخت
ابزارهای برش شروع شد، اما برای ساخت چاقوها و قدارههای نوع اروپایی نیز
شروع شد. در این فرایند بعدها در بسیاری از زمینههای ساخت اشیایی که در
آنها ترکیبی از استحکام و چقرمگی (مقاومت به ضربه) مورد نیاز بود مورد
استفاده قرار گرفت، از جمله ساخت ورقهای زرهی در کشتیهای جنگی اولیه.
مقدمه
عملیات
حرارتی افتراقی روشی است برای تغییر دادن خواص قسمتهای مختلفی از یک شیء
فولادی به صورت متفاوت و ایجاد مناطقی که سخت تر یا نرم تر از قسمتهای
دیگر باشد. این امر نرمی بیشتری در قسمتهایی از شیء که لازم است مثل زبانه
یا پشت تیغه یک شمشیر ایجاد میکند، اما سختی بیشتری در لبه یا دیگر نواحی
به وجود میآورد که مقاومت به ضربه، مقاومت به سایش و استحکام بیشتری نیاز
است. این روش غالباً میتواند نواحی مشخصی را سخت تر از حدی کند که برای
عملیات حرارتی یکنواخت یا در «عملیات حرارتی سراسری» فولاد امکان پذیر است.
روشهای مختلفی وجود دارد که برای عملیات حرارتی افتراقی فولاد استفاده
میشود، اما میتوان این روشها را به دو دسته روش سخت کاری افتراقی و روش
بازپخت افتراقی تقسیم نمود.
در حین عملیات حرارتی، وقتی فولاد
تفتیده (معمولاً بین oF 1500) (oC 820) و (oF 1600) (oC 870) به سرعت سرد
یا کوئنچ میشود، بسیار سخت میگردد، اما عمدتاً سختی زیاد باعث تردی زیاد
مثل شیشه میشود.
فولاد کوئنچ شده عموماً به آرامی و به صورت
یکنواخت (معمولاً بین oF 400) (oC 204) و (oF 650) (oC 343)در فرایندی به
نام تمپرینگ حرارت دهی مجدد میشود تا فلز نرم گردد و در نتیجه چقرمگی
افزایش یابد. به هر ترتیب، این گونه نرم کردن فلز گرچه شمشیر را کمتر در
معرض شکستن قرار میدهد، اما لبه آن را مستعد آسیبهایی مثل کند شدن،
کوبیده شدن یا انحنا پیدا کردن میکند.
سخت کاری افتراقی روشی
است که در عملیات حرارتی شمشیرها و چاقوها برای افزایش سختی لبه بدون ترد
ساختن کل تیغه استفاده میشود. بدین منظور، لبه بسیار سریع تر از پشت تیغه
(از طریق افزودن یک عایق حرارتی به پشت تیغه قبل از کوئنچ) سرد میشود. خاک
رس یا ماده دیگری برای عایق استفاده میشود. این امر همچنین از طریق
پاشیدن دقیق آب (که به تازگی گرم شده) بر لبه تیغه نیز حاصل میشود، چنان
که در مورد ساخت کوکری (kukri چاقوی بلند نپالی) به کار میرود. سخت کاری
افتراقی از چین نشأت گرفته و سپس به کره و ژاپن بسط یافتهاست. این روش
عمدتاً در جیان (Jian) چین و کاتانا (katana) شمشیر سنتی ژاپنی و کوکری
(چاقوی سنتی نپالی) استفاده شدهاست. اغلب تیغههای ساخته شده به این روش
خطوط بازپخت افتراقی نامیده میشود، اما این عبارت به صورت دقیق تر به روش
دیگری اطلاق میشود که از قدارههای اروپایی نشأت میگیرد.
مدلهای
جدید سخت کاری افتراقی وقتی توسعه یافت که منابع حرارت دهی سریع فلز ابداع
شد؛ مثل حرارت دهی القایی یا تورچ اکسی استیلن. با استفاده از روشهای سخت
کاری شعلهای و سخت کاری القایی، فولاد به سرعت حرارت دهی و در نواحی مشخص
تفتیده شده و سپس کوئنچ میگردد. این امر فقط بخشی از شیء را سخت میکند و
مابقی بدون تغییر میماند.
بازپخت افتراقی به صورت متداول
برای ساخت ابزارهای برش استفاده میشود، گرچه گاهی برای چاقو و شمشیر نیز
مورد استفاده قرار میگیرد. بازپخت افتراقی از طریق کوئنچ یکنواخت شمشیر و
سپس بازپخت قسمتی از آن مثل پشت تیغه یا بخش مرکزی تیغههای دو لبه، به
وسیله یک تورچ یا دیگر منابع مستقیم حرارت حاصل میشود. بخش حرارت یافته
فلز با این روش نرم شده و لبه در سختی بالاتر باقی میماند.
سخت کاری افتراقی
سخت
کاری افتراقی (که با نامهای کوئنچ افتراقی، کوئنچ انتخابی، سخت کاری
انتخابی یا سخت کاری موضعی نیز خوانده میشود) معمولاً در آهنگری برای
افزایش چقرمگی تیغه و در عین حال حفظ سختی و استحکام خیلی بالا در لبه
استفاده میشود. این امر به تیغه کمک میکند که در برابر شکست بسیار مقاوم
باشد، چرا که پشت تیغه بسیار نرم و قابل خمش است، اما لبه امکان دارد که
بسیار سخت تر باشد نسبت به حالتی که تیغه به صورت یکنواخت کوئنچ و بازپخت
شود. این امر کمک میکند که تیغه نرمی ایجاد شود که لبه بسیار تیز و مقاوم
در برار سایش خود را حتی در حین استفادههای خشن مثل مبارزه و جنگیدن حفظ
کند. یک تیغه سخت کاری شده به روش افتراقی همواره با یک لایه عایق مثل خاک
رس پوشیده میشود، اما لبه بدون پوشش میماند. وقتی تیغه تا مرحله تفتیدگی
حرارت مییابد و کوئنچ میشود، لبه به سرعت سرد شده و سختی زیادی پیدا
میکند، اما بقیه آن به آرامی سرد میشود و نرم تر میشود.
سخت
کاری افتراقی اغلب شامل پوشش پشت تیغه با یک لایه عایق است. این لایه
معمولاً مخلوطی است از خاکهای رس، خاکسترها، پودر سنگ براق و نمکهای
طبیعی که پشت تیغه را از سرد شدن بسیار سریع در حین کوئنچ محافظت میکند.
خاک رس معمولاً به صورت رنگ پاشی اعمال میشود که اطراف مرکز و پشت تیغه را
به طور ضخیمی پوشانده و لبه را باقی میگذارد. این امر به لبه امکان
میدهد که بسیار سریع سرد گردد و به ریزساختار بسیار سختی به نام مارتنزیت
تبدیل شود و بقیه تیغه به آرامی سرد شود و به ریزساختار نرمی به نام پرلیت
مبدل شود. این روش لبهای به وجود میآورد که به صورتی استثنایی سخت و ترد
است، اما توسط فلزی نرم تر و چقرمه تر پشتیبانی میشود. البته این لبه
معمولاً زیادی سخت است، بنابراین پس از کوئنچ کردن، معمولاً تمام تیغه در
دمای حدود oF 400 )oC 204) به مدت کوتاهی بازپخت میگردد تا سختی لبه را تا
حدود ۶۰ HRC در مقیاس سختی راکول پایین بیاورد.
ترکیب دقیق
مخلوط خاک رس، ضخامت پوشش و حتی دمای آب معمولاً به عنوان اسرار مدارس
آهنگری مختلف به دقت محفوظ داشته میشد. در رابطه با مخلوط خاک رس هدف اصلی
پیدا کردن مخلوطی بود که دمای بالایی را تاب بیاورد و به تیغه بچسبد بدون
این که منقبض شود، ترک بخورد یا در اثر خشک شدن پوسته شود. گاهی اوقات پشت
تیغه با خاک رس پوشانده میشد و لبه باقی میماند. گاهی نیز کل تیغه
پوشانده میشد و سپس خاک رس از لبه زدوده میشد. روش دیگر اعمال خاک رس با
ضخامت زیاد روی پشت تیغه و با ضخامت کم روی لبه برای تامین عایق کمتر بود.
با کنترل ضخامت پوشش لبه به همراه دمای آب، سرعت خنک سازی هر قسمت از تیغه
برای ایجاد سختی مناسب در کوئنچ بدون نیاز به بازپخت قابل حصول است.
با
خشک شدن پوشش، تیغه به آرامی به صورت یکنواخت گرم میشود تا از ترک خوردن
یا افتادن پوشش جلوگیری شود. پس از این که تیغه تا دمای مناسب گرم شد، که
با رنگ قرمز براق آلبالویی تیغه (تابش جسم سیاه) شناخته میشود، تیغه در یک
خمره آب یا روغن غوطه ور میشود تا حرارت به سرعت از لبه خارج گردد. در
عوض خاک رس پشت تیغه را عایق میکند که باعث میشود بسیار آهسته تر از لبه
سرد شود.
وقتی لبه سریع سرد میشود، یک انتقال بدون دیفوزیون
اتفاق میافتد که لبه را به مارتنزیت بسیار سخت تبدیل میکند. از آن جا که
تیغه به آهستگی سرد میشود، کربن در فولاد زمان دارد تا رسوب کند و به
پرلیت نرم تبدیل شود. انتقال بدون دیفوزیون لبه را به صورت ناگهانی در یک
حالت منبسط شده در اثر حرارت، فریز میکند، اما به پشت تیغه امکان انقباض
میدهد، چرا که این قسمت خیلی آهسته تر سرد میشود. این امر نوعاً منجر به
خم شدن یا انحنای تیغه در حین کوئنچ میشود، چرا که پشت تیغه بیشتر از لبه
منقبض میشود. این عمل شکل منحنی خاصی را به شمشیرهایی مثل کاتانا و
واکیزاشی (wakizashi) میدهد.
تیغه معمولاً در حین گرم شدن صاف
است اما در حین سرد شدن قوس پیدا میکند. این مسئله برش را در شمشیرهای
نوع اسلش (slashing-type: ضربه سریع) تسهیل میکند، اما احتمال ترک خوردن
در حین عمل را نیز افزایش میدهد. شمشیر ممکن است نیاز به شکل دهی بیشتری
پس از کوئنچ و بازپخت داشته باشد تا انحنای مطلوب را به دست آورد. شمشیرهای
صاف مثل نینجاتو (ninjato) معمولاً قبل از حرارت به صورت خاصی انحنا
مییابند تا با کوئنچ صاف گردند.
سخت کاری افتراقی دو نوع
منطقه مختلف سختی ایجاد میکند که واکنشهای متفاوتی نسبت به ساییدن، شکل
دهی و صیقل کاری نشان میدهند. پشت و مرکز تیغه بسیار سریع تر از لبه
ساییده میشود، بنابراین صیقلکار نیاز به کنترل دقیق زاویه لبه خواهد داشت،
که بر هندسه تیغه تاثیرگذار خواهد بود. یک صیقلکار بی تجربه ممکن است به
سرعت تیغه را به خاطر فشار بیش از حد به مناطق نرم تر از بین ببرد و به
سرعت شکل تیغه را بدون تغییر زیاد در ناحیه سخت شده عوض کند.
گرچه
پرلیت و مارتنزیت هر دو را میتوان به صورت آینهای صیقلی کرد، اما
معمولاً این دو فاز سطح پرداخت ماتی دارند که اختلافی را در مقدار سختی
آنها ایجاد میکند. این امر منجر به ریزساختارهای مختلفی میشود که وقتی
از زاویههای مختلف دیده میشوند، نور را به میزانهای مختلفی منعکس
میکنند.
پرلیت در زمانهای طولانی تری تشکیل شده، خراشهای
عمیق تری دارد و بسته به زاویه دید صیقلی و روشن یا گاهی تاریک دیده
میشود. مارتنزیت در مقابل خراش سخت تر است و در نتیجه ساییدگیهای
میکروسکوپی آن کوچک تر هستند. مارتنزیت همواره روشن تر و در عین حال تخت تر
از پرلیت دیده میشود و این امر کمتر بستگی به زاویه دید دارد. وقتی تیغه
صیقلی شده یا با اسید اچ میشود تا این جنبههای آن نشان داده شود، یک مرز
دانه مشخص بین بخش مارتنزیتی و پرلیت آن دیده میشود. این مرز معمولاً خط
بازپخت خوانده میشود و گاهی نیز به اسم عبارت ژاپنی آن یعنی هامون (hamon)
نامیده میشود. بین لبه سخت شده و هامون یک ناحیه میانی نیز وجود دارد که
به ژاپنی نیوی (nioi) نامیده میشود و تنها در زاویه طولی قابل مشاهده است.
نیوی خطی است به پهنای حدود یک یا دو میلیمتر در کنار هامون که از
دانههای مارتنزیتی منفرد (نایه niye) تشکیل شده که در زمینهای پرلیتی
احاطه شدهاست.
در ژاپن از زمان افسانهای آهنگر معروف آماکانی
(Amakuni)، هامونها در اصل صاف و موازی با لبه تیغه بودند، اما از قرن
دوازدهم قبل از میلاد آهنگرانی مثل شینتوگو کانیمیتسو (Shintogo Kunimitsu)
شروع به تولید هامونهایی با اشکال غیر منظم نمودند. از قرن ششم قبل از
میلاد، آهنگران ژاپنی عموماً شمشیرهایشان را قبل از کوئنچ به آرامی گرمای
بیشتری میدادند تا نایههای بزرگتر و زیباتری تشکیل شوند، گرچه اندازه
دانه بزرگتر شمشیر را کمی ضعیف تر میکرد. در این زمان، توجه زیادی در ژاپن
به ساخت هامونهای زینتی معطوف شد که از طریق شکل دهی دقیق خاک رس میسر
بود. در این دوره بسیار متداول شد که شمشیرهایی با هامونهای موجی، رسم گل
یا میخک در خط بازپخت، پای موش، درخت یا دیگر اشکال ساخته شوند. در قرن
هیجدهم، هامونهای تزیینی اغلب با روشهای تزیینی تا شدن ترکیب شد تا چشم
انداز کاملی ایجاد شود مثل جزیرههای خاص، موجهای شکسته، تپه، کوه،
رودخانه و گاهی نقاط کوتاهی از خاک رس جدا میشد تا نایه دور از هامون
تشکیل شود و آثاری مثل پرنده در آسمان ایجاد گردد.
گرچه سخت
کاری افتراقی لبه بسیار سختی ایجاد میکند اما مابقی شمشیر نرم باقی
میماند که میتواند در برابر بارهای سنگین مثل دفع حمله سنگین حریف، تمایل
به انحنا پیدا کند. همچنین لبه میتواند به ترک یا تراشه شدن مستعدتر شود.
جنگجویان سامورایی ژاپن یاد میگرفتند که با کنارههای شمشیرشان دفاع و
مبارزه کنند تا لبه برنده شمشیر را حفظ کنند. این نوع شمشیرها قابلیت تیز
شدن مجدد را تنها قبل از رسیدن به فلز نرم تر زیر لبه به تعداد کمی دارا
بودند. اما اگر به خوبی محافظت و نگهداری میشدند میتوانستند به مدت زمان
زیادی لبهشان را نگاه دارند، حتی پس از عبور از بین استخوان و گوشت یا
آدمکهای نمادین تمرینی.
سخت کاری شعلهای
سخت
کاری شعلهای معمولاً برای سخت کردن تنها بخشی از یک شی از طریق حرارت
دادن سریع با یک شعله بسیار داغ در یک ناحیه مشخص و سپس کوئنچ فولاد
استفاده میشود. این عمل بخش حرارت دیده را به مارتنزیت بسیار سخت تبدیل
میکند و مابقی آن را بدون تغییر باقی میگذارد. معمولاً تورچ گاز اکسیژن
برای تامین این دمای بالا مورد استفاده قرار میگیرد. سخت کاری شعلهای یک
روش سخت کاری سطحی بسیار معروف است که معمولاً برای تهیه یک سطح بسیار
مقاوم به سایش به کار میرود. یک کاربرد متداول آن برای سخت کاری سطح چرخ
دندهها است که دندانهها را بسیار مقاوم به فرسایش میکند. چرخ دنده
معمولاً اول برای رسیدن به یک سختی مشخص کوئنچ و بازپخت میشود که بیشتر
چرخ دنده را نرم میکند و سپس دندانهها سریع گرم شده و بلافاصله کوئنچ
میشود تا فقط سطح آن سخت شود. پس از آن، ممکن است مجدداً بازپخت شود یا
نشود سختی افتراقی نهایی حاصل شود.
این فرایند معمولاً برای
ساخت چاقو استفاده میشود و در طی آن تنها لبه تیغهای که قبل از آن کوئنچ و
بازپخت شده حرارت داده میشود. وقتی لبه به دمای رنگی (color temperature)
مناسب میرسد کوئنچ شده و تنها لبه را سخت میکند و مابقی تیغه در سختی
پایین تری باقی میماند. سپس چاقو مجدداً بازپخت میشود که سختی افتراقی
نهایی را به وجود میآورد. اما بر خلاف تیغه که به طور یکنواخت حرارت داده
شده و به صورت افتراقی کوئنچ شده، سخت کاری شعلهای یک منطقه متاثر از
حرارت به وجود میآورد. بر خلاف نیوی، مرز بین فلز گرم و سرد که با این
ناحیه متاثر از حرارت تشکیل میشود، منجر به سرد شدن بسیار سریع در هنگام
کوئنچ میگردد. این امر همراه با با تنشهای شکل گرفته، ناحیهای بسیار ترد
بین فلز سخت و نرم به وجود میآورد که معمولاً این روش را برای شمشیرها یا
ابزارهایی که در معرض تنشهای برشی و فشاری هستند غیر قابل استفاده
میکند.
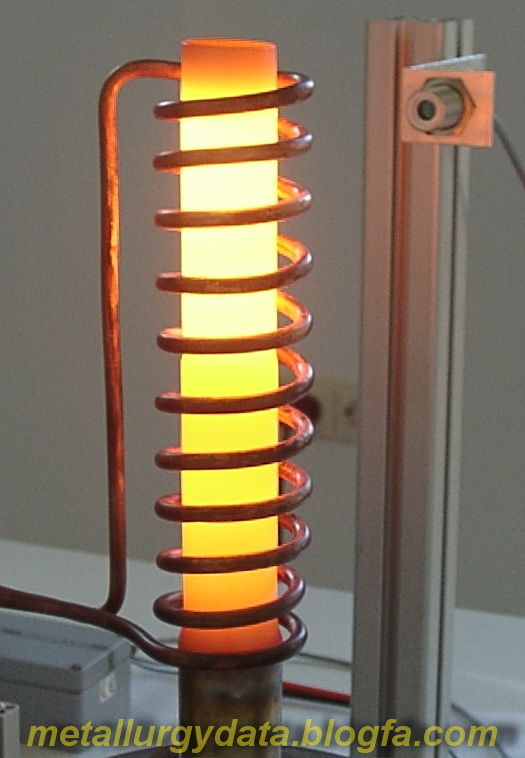
سخت کاری القایی
سخت کاری
القایی یک روش سخت کاری سطحی است که از کویلهای القایی برای تامین
وسیلهای بسیار سریع برای حرارت دادن به فلز استفاده میکند. با حرارت دهی
القایی، فولاد میتواند بسیار سریع گرم شده و به سطح تفتیده برسد پیش از ان
که حرارت بتواند عمق زیادی از فلز را تحت تاثیر قرار دهد. سپس این سطح
کوئنچ شده و سخت میگردد و معمولاً بدون بازپخت بعدی مورد استفاده قرار
میگیرد. این عمل سطح را در برابر سایش بسیار مقاوم میکند، اما بلافاصله
در زیر سطح فلز نرم تری به وجود میآورد و قسمت اعظم شیء را بدون تغییر
باقی میگذارد. یکی از کاربردهای متداول سخت کاری القایی برای سخت کاری
سطوح یاتاقانها یا تکیه گاههای اصلی میل لنگ اتوموبیل یا میلههای
سیلندرهای هیدرولیک میباشد.
بازپخت افتراقی
بازپخت
افتراقی (که با نامهای بازپخت مدرج، بازپخت انتخابی یا بازپخت موضعی نیز
خوانده میشود) معکوس سخت کاری افتراقی است که نهایتاً نتایج مشابهی ایجاد
میکند. بازپخت افتراقی ابتدا با فولادی که به صورت یکنواخت کوئنچ و سخت
شده آغاز میشود و سپس این فولاد در نواحی مشخص حرارت داده میشود تا سختی
را کاهش دهد. این فرایند غالباً برای ابزارهای برش، نرم کردن پشت، شافت یا
بدنه و همزمان بازپخت لبه تا یک سختی بسیار بالا استفاده میشود. این
فرایند در اروپا قدیم برای ابزارسازی بسیار متداول بود اما به سرعت برای
چاقو و شمشیر نیز به کار گرفته شد.
کاربرد متداول بازپخت
افتراقی برای عملیات حرارتی ابزارهای برش مثل تبرها و قلمها بود که در
آنها لبه بسیار سخت مورد نظر بود اما مقداری چکش خواری و ارتجاع در مابقی
ابزار مورد نیاز بود. قلمی با لبه بسیار سخت میتواند باعث مواد سخت تری را
ببرد، اما اگر تمام قلم سختی بالایی داشته باشد ممکن است تحت ضربات چکش
بشکند. بازپخت افتراقی عمدتاً برای تهیه یک لبه بسیار سخت و در عین حال نرم
کردن قسمتهایی از ابزار که در معرض ضربه و بار ناگهانی است مورد استفاده
قرار میگیرد.
قبل از آن که یک ابزار به روش افتراقی مورد
بازپخت قرار گیرد، ابتدا تا حد تفتیدگی گرم شده و سپس کوئنچ میشود تا کل
ابزار سخت شود. این امر باعث میشود ابزار برای استفادههای معمولی بسیار
سخت گردد. بنابراین ابزار بازپخت میشود تا سختی آن تا حد مناسب تری کاهش
یابد. اما برخلاف بازپخت معمولی، کل ابزار حرارت نمیبیند. به جای آن،
حرارت تنها به قسمتی از ابزار اعمال میشود که این امکان را میدهد که
حرارت به سمت لبه برنده سردتر هدایت شود. فولاد کوئنچ شده ابتدا ماسه کوبی
یا صیقلکاری میشود تا هر گونه لایه اکسیدی باقیمانده آن حذف شده و فلز
بدون روکش زیرین معلوم شود. سپس مناطق مشخصی از فولاد مثل لبه چکشی در یک
قلم یا دسته یک تبر حرارت میبیند. سپس آهنگر به دقت با مشاهده رنگ بازپختی
فولاد، دما را میسنجد. با حرارت یافتن فولاد این رنگها تشکیل میشوند که
از زرد تا قهوهای، ارغوانی و آبی و رنگهایی بین آنها تغییر میکنند و
نشان دهنده دمای فولاد هستند. با اعمال حرارت، این رنگها در نزدیکی منبع
حرارت تشکیل شده و سپس به آرامی در طول ابزار شروع به حرکت میکنند و حرارت
را دنبال میکنند تا به لبه برسند.
قبل از این رنگ زرد یا رنگ
«حصیری روشن» به لبه برسد، آهنگر حرارت را قطع میکند. پس از آن به مدت
کوتاهی حرارت به انتقال خود ادامه میدهد و رنگها را به سمت لبه انتقال
میدهد. وقتی رنگ حصیری روشن به لبه رسید، معمولاً آهنگر فولاد را در آب
غوطه ور میکند تا فرایند را متوقف کند. این عمل عموماً یک لبه بسیار سخت
ایجاد میکند که در حدود ۵۸-۶۰ HRC در مقیاس راکول سختی دارد، اما لبه
مقابل آن را بسیار نرم تر باقی میماند. سختی دقیق لبه نرم به عوامل زیادی
بستگی دارد، اما عامل عمده سرعت حرارت یافتن فولاد یا مقدار فاصلهای است
که رنگها در آن گسترده شدهاند. رنگ حصیری روشن فولاد بسیار سخت و ترد است
اما آبی روشن فولاد نرم تر و ارتجاعی است. بعد از رنگ آبی، وقتی فولاد
خاکستری میشود احتمال زیادی دارد که بسیار چکش خوار گردد که معمولاً در
کمورد یک قلم مطلوب نیست. اگر فولاد زیادی نرم شود ممکن است تحت نیرو یک
چکش تغییر شکل پلاستیک دهد و انحنا پیدا کند یا قارچی شکل شود.
برخلاف
سخت کاری افتراقی مرز مشخصی بین فلز سخت تر و نرم تر وجود ندارد، اما
تغییر از سخت به نرم بسیار تدریجی است که تشکیل یک طیف پیوسته از یا یک شیب
از سختی میدهد. به هر ترتیب، دماهای بالاتر حرارت دهی باعث میشود رنگها
کمتر گسترش یابند و شیب تندتری را به وجود میآورد، در حالی که دماهای
پایین تر میتواند با استفاده از بخش کمتری از کل طیف، این تغییر را شیب
دار تر کند. رنگهای بازپختی تنها نشان دهنده بخشی از کل طیف هستند، چرا که
فلز در دمای بالاتر از oF 650 (oC 343) خاکستری رنگ شده و قضاوت در مورد
دما سخت میشود، اما سختی همچنان با افزایش دما کاهش پیدا میکند.
حرارت
دهی تنها در یک بخش مثل لبه تخت یک سنبه مرکزی باعث میشود طیف کاملاً در
زیر طول ابزار گسترش یابد. از آن جا که طیف پیوسته در طول کل ابزار همواره
مطلوب نیست، روشهای متمرکز سازی این تغییرات توصیه شدهاند. ابزاری مثل یک
قلم میتواند به سرعت حرارت داده شود تا بازپخت آن کاملاً در طول کل شافت
تا رنگ ارغوانی یا آبی انجام شود، اما بقیه حرارت به سرعت تا فاصله کوتاهی
از لبه جریان مییابد. روش دیگر نگه داشتن لبه در آب است که آن را سرد نگه
میدارد تا بقیه ابزار بازپخت گردد. وقتی رنگ مناسبی به دست میآید، لبه از
آب خارج شده و امکان بازپخت با بقیه حرارت را پیدا میکند و وقتی لبه رنگ
مناسب خود را به دست میآورد، تمام ابزار در آب غوطه ور میگردد. به هر
ترتیب، این گونه حرارت دادن در مناطق مشخص با چنین دمای پایینی ممکن است
برای اشیای بزرگتری مثل یک تبر یا یک پتک دشوار باشد، چرا که فولاد ممکن
است قبل از این که بتواند حرارت را به لبه برساند، حرارت زیادی را از دست
بدهد. گاهی اوقات فولاد به صورت کامل تا دمایی کمتر از دمای مورد نظر و
نزدیک آن حرارت میبیند و سپس به صورت افتراقی بازپخت میگردد. در این حالت
کنترل تغییر دما راحت تر است. روش دیگر فروکردن قسمتی از فولاد در یک عایق
مثل ماسه یا آهک است که از اتلاف زیاد حرارت در حین بازپخت جلوگیری
میکند.
نهایتاً این که این روش برای شمشیر و چاقو مورد
استفاده قرار میگیرد تا تاثیرات مکانیکی مشابه سخت کاری افتراقی به وجود
آورد، اما تفاوتهای مهمی هم وجود دارد. یک تیغه بازپخت شده به روش
افتراقی، ابتدا کل تیغه به صورت کامل کوئنچ و سخت میشود و سپس در مناطق
مشخص حرارت میبیند که در این حالت حرارت به سمت لبه جریان مییابد. در
تیغههای تک لبهای، ممکن است ممکن است برای حرارت از آتش یا تورچ استفاده
شود. تیغه تنها در امتداد پشت تیغه و زبانه آن حرارت میبیند که امکان
جریان یافتن حرارت به سمت لبه وجود دارد. اما در تیغههای دولبهای منبع
حرارت همواره نیاز به حرکت دادن دقیقی دارد، چرا که حرارت باید کاملاً در
طول مرکز تیغه اعمال شود تا به سمت هر دو لبه جریان پیدا کند. غالباً یک
میله تفتیده سرخ شده یا زرد شده برای تامین حرارت استفاده میشود و در
امتداد مرکز تیغه قرار میگیرد.
برای ممانعت از اتلاف بیش از
حد حرارت در تیغه، ممکن از پیش گرم، عایق کاری جزئی یا قرار گرفتن بین دو
میله تفتیده به صورت ساندویچی استفاده شود. وقتی رنگ مناسب در لبه به دست
آمد، تیغه در آب غوطه ور میشود تا فرایند خاتمه یابد.
بازپخت
افتراقی ممکن است با تغییر شکل تیغه خیلی مشکل شود. موقع بازپخت یک شمشیر
دولبه با تیزی در امتداد طول آن، نوک تیغه ممکن است قبل از ساقه آن به دمای
مناسب برسد. آهنگر ممکن است بتواند دما را از طریق روشهایی مثل ریختن آب
در امتداد بخشهای مشخصی از لبه یا سرد کردن آن با یخ کنترل کند که در اثر
آن دمای مناسب در تمامی لبه به صورت همزمان حاصل میشود. بدین ترتیب، گرچه
زمان کمتری نسبت به سخت کاری افتراقی با خاک رس مصرف میشود، اما وقتی
فرایند آغاز میشود، آهنگر باید به دقت مراقب هدایت حرارت باشد. مجال کمی
برای اشتباه وجود دارد و خطا در شکل دهی منطقه سخت شده به راحتی قابل تصحیح
نیست. اگر چاقو یا شمشیر انحنا یا یک شکل غیرمعمول یا نوکی بسیار تیز
داشته باشد، کار مشکل تر نیز خواهد شد. شمشیرهای بازپخت شده بدین روش،
مخصوصا شمشیرهای دولبه عموماً باید پهن تر باشند، مثل قداره، تا فضای
بیشتری برای شیب لازم داشته باشند. به هر ترتیب، بازپخت افتراقی شکل تیغه
را تغییر نمیدهد.
وقتی یک شمشیر، چاقو یا ابزار به صورت کامل
کوئنچ میشود، کل شیء تبدیل به مارتنزیت میشود که بسیار سخت است و هیچ
گونه پرلیت نرمی تشکیل نمیشود. بازپخت سختی فولاد را با تغییر تدریجی
مارتنزیت به ریزساختاری از کاربیدهای مختلف مثل سمنتیت و فریت نرم تر (آهن)
کاهش میدهد و ریزساختاری را شکل میدهد به نام «مارتنزیت بازپخت شده».
موقع بازپخت فولاد پرکربن به روش آهنگری، رنگ یک علامت کلی است از سختی
نهایی، گرچه مقداری سعی و خطا نیز همیشه لازم است تا رنگ درست با نوع فولاد
مطابقت پیدا کند و سختی دقیق به دست آید، چرا که مقدار کربن، سرعت حرارت
دهی و حتی نوع منبع حرارتی نتیجه را تحت تاثیر قرار میدهد. بدون تشکیل
پرلیت، فولاد به صورت افزایش پلهای بازپخت میشود تا سختی مناسب در هر
ناحیه به دست آید و از این که هیچ منطقهای زیادی نرم نیست اطمینان حاصل
شود. برای مثال در مورد قداره از آن جا که تیغه نوعاً پهن تر، نازک تر و
سنگین تر است، تیغه در حین مبارزه مستعد انحنا یافتن است. اگر مرکز تیغه
بیش از حد نرم باشد، این انحنا ممکن است دائمی باشد، اما اگر شمشیر تا یک
سختی ارتجاعی بازپخت گردد، احتمال بیشتری دارد که به حالت اولیه خود
بازگردد.
شمشیر بازپخت شده بدین روش معمولاً نمیتواند لبهای
به سختی شمشیر سخت کاری شده به روش افتراقی مثل کاتانا داشته باشد، زیرا
فلز نرم تری بلافاصله زیر لبه برای پشتیبانی از فلز سخت تر وجود ندارد. این
امر لبه را مستعد به تراشه شدن در قطعات بزرگتر میکند. اما در مبارزه با
شمشیرهای نوع تیشهای مثل قدارهها، چنین لبه سختی همواره مطلوب نیست، چرا
که دفاع و سد کردن با لبه، نرم تر انجام میشود. در مورد این شمشیرها
عموماً مطلوب است که لبه مقاوم تری به ضربه داشته باشیم، حتی به قیمت امکان
نگه داشتن آن لبه. این لبه لازم است تا رنگ حصیری تیره یا بیشتر بازپخت
شود تا این امر محقق گردد و مرکز تا رنگ آبی یا ارغوانی بازپخت شود. این
امر تفاوت بسیار کمی بین لبه و مرکز ایجاد میکند و مزایای این روش نسبت به
بازپخت کل شمشیر (بازپخت کامل) ممکن است خیلی قابل توجه نباشد. اما یک
شمشیر بازپخت شده به این روش، میتواند چندین بار مجدداً تیز شود و گرچه
سختی در هر بار تیز شدن مجدد کاهش مییابد، اما کاهش سختی معمولاً تا وقتی
که مقدار زیادی از فولاد زدوده نشده، قابل توجه نیست.