
لینک دانلود کتاب رسوب دهی و پوشش دهی با استفاده از اسپری 40 صفحه
این مقاله جنبه های مختلف فرایند های رسوب دهی با استفاده از اسپری را مورد بررسی قرار می دهد. با مطالعه ی این مقاله می توان اطلاعات خوبی در مورد رابطه ی میان فرایند، ساختار و خواص، بدست آورید. در ابتدا مثال های خاصی در مورد تکنیک های رسوب دهی و پوشش دهی با استفاده از اسپری بیان می شود. با مطالعه ی این مثال ها، جنبه های اصولی این تکنیک مورد بررسی قرار می گیرد. در ادامه مراحل فرایند رسوب دهی و پوشش دهی با استفاده از اسپری، مورد بررسی قرار می گیرد. در این بخش جریان اسپری و رسوب دهی با استفاده از اسپری، مورد بررسی قرار گرفته است و از بررسی تزریق اجتناب شده است. علت این مسئله این است که در مورد ذرات جامد (پودرها)، تزریق می تواند به عنوان بخشی از جریان اسپری، مورد بررسی قرار گیرد. تغییر ریزساختاری و خواص حاصله در رسوبات و پوشش های حاصل از اسپری، در ادامه مورد بررسی قرار گرفته است. در نهایت نیز برخی از پیشنهادات مربوط به پتانسیل های استفاده از این روش برای تولید پوشش های خاص، ارائه شده است.
مقدمه ای بر فرایند اسپری
عموما،
فرایندهای اسپری موجب افزایش مساحت سطح مواد می شوند. این کار از طریق
شکسته شدن مواد بالک، انجام می شود. با شکسته شدن این مواد بالک، قطعات
کوچک متعددی ایجاد می شود. این قطعات به صورت ذره یا قطره هستند. وقتی
حرارت و جرم میان دو فاز فیزیکی مختلف، انتقال یابد. این انتقال در سطح
مشترک میان فازها انجام می شود. با افزایش سطح مشترک میان این فازها و یا
افزایش فصل مشترک، سرعت تبادل افزایش می یابد. یک مورد مشابه، انژکتور
اتومبیل است که در آن، سوخت به صورت قطرات در می آید و این کار موجب کاهش
زمان مورد نیاز برای تبخیر سوخت می شود. فرایندهای بر پایه ی اسپری،
فرایند متفاوتی نسبت به فرایند اتفاق افتاده در انژکتور نیستند. در واقع در
این فرایندها نیز یک مایع یا یک فاز جامد قادر است سرعت های انتقال حرارتی
را تجربه کند که در حالت بالک نمی تواند.
فرآیندهای بر پایه ی اسپری شامل یک گستره ی وسیع از تکنیک هایی است که
برای تولید مواد بالک یا پوشش های (از طریق پرتاب مواد جامد به یک هدف)مورد
استفاده قرار می گیرند. این فرایندها زیرگروه فرایندهای ایروسل هستند. هدف
از این مقاله، بررسی قرایند های رسوب دهی با استفاده از اسپری و فرایندهای
اسپری حرارتی است. فرایندهای اسپری حالت جامد نیز به طور خلاصه توصیف شده
است. این فرایندها به طور نمونه وار از سه مرحله تشکیل شده اند:
1-پاشش فاز پراکنده شونده (اگر فاز مورد استفاده، مایع باشد، امکان اتمیزه شدن یا شکسته شدن ذرات وجود دارد)
2- انتقال پاشش ایجاد شده (هم جریان اسپری و هم رسوب به سمت هدف)
3- استحکام بخشی
تکنیک هایی که بوسیله ی آنها فاز پراکنده شونده در میدان جریان، جوانه زنی می کنند (مثلا سنتز شعله ای) یا از محلول خاصی، رسوب دهی می کنند (پیرولیز با استفاده از اسپری یا اسپری درایر)، در اینجا مورد بررسی قرار نگرفته است. در طی چند دهه ی گذشته، اهمیت این تکنیک های غیر تعادلی به طور قابل توجهی رشد داشته است. علت این رشد، به دلیل بازده بالا، انعطاف پذیری زیاد در زمینه ی کنترل ریزساختار و فرایندهای درجا و میزان تأثیرپذیری اندک این فرایندها از محیط، می باشد. این روش ها نسبت به روش های متداول دیگر، کمتر ضایعات تولید می کنند و میزان مصرف انرژی آنها نسبت به روش هایی دیگر، مانند متالورژی، کمتر است. موفقیت عملی این روش ها نباید این حقیقت را پنهان کند که این تکنیک ها، دارای فرایند های پیچیده ای هستند. در واقع در این تکنیک ها، جریان رآکتیو تربولانت و چند فازی به همراه انتقال حرارت، ایجاد می شود. در حقیقت با وجود پیشرفت های بسیاری که در سال های اخیر در این زمینه انجام شده است، هنوز چیزهای زیادی وجود دارد که باید برای آگاهی یافتن از رابطه ی میان ساختار، خواص و فرایند، یاد گرفته شود.
استراتژی های رسوب دهی و پوشش دهی با استفاده از اسپری
فرآیندهای مورد بحث در این مقاله، از اجزای ساختاری مشابهی استفاده می کنند. این اجزای ساختاری یک فاز پراکنده شونده، یک منبع حرارتی (به غیر از اسپری در حالت جامد) و یک هدف هستند. نوع منبع حرارتی در این ادوات متفاوت است. حرارت دهی می تواند از طریق حرارت دهی الکتریکی، القایی، احتراقی، قوس الکتریکی و ... انجام شود. همچنین در این ادوات، سرعت جریان حامل و حالت فاز (مایع یا جامد) پراکنده شونده متفاوت است.
رسوب دهی با استفاده از اسپری
در این بخش ما قوانین اساسی فرایندهای رسوب دهی با اسپری را بیان کرده ایم.
اتومیزاسیون و رسوب دهی با استفاده از اسپری
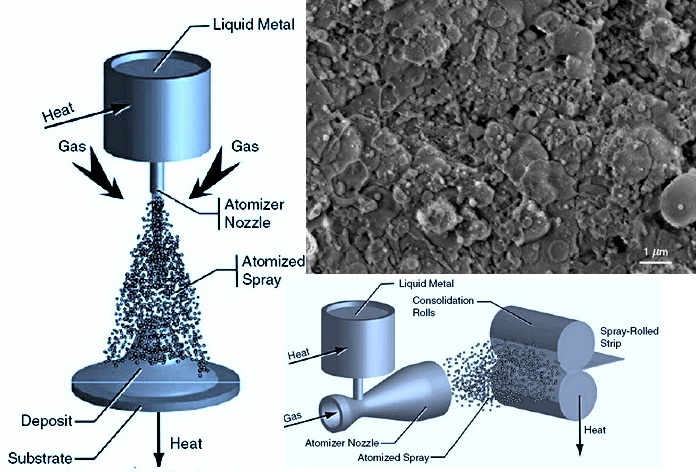
فرایند های رسوب دهی با اسپری از ماده ی بالک آغاز می شود. در واقع ماده ی
بالک در داخل یک بوته قرار می گیرد (شکل 1). با استفاده از این روش امکان
پوشش دهی آلیاژهای آهن، آلومینیوم، مس، منیزیم و سوپرآلیاژها وجود دارد. در
این روش، مذاب به قطرات ریز تبدیل می شود و به صورت اسپری، پاشیده می شود.
این کار با استفاده از جت های گاز خنثی (مانند آرگون، هلیوم و نیتروژن)
انجام می شود. این جت ها دارای سرعت مختلف هستند. این سرعت از 50 تا 500
متر بر ثانیه متغیر است. در مسیر حرکت اسپری تا رسیدن به هدف، قطرات بواسطه
ی همرفت، انجماد نسبتا سریع، سرد می شوند و با اتمسفر اطراف خود واکنش
شیمیایی می دهد. در نهایت این ذرات به هدف برخورد می کنند. در حالت ایده
آل، این مد نظر است که این ذرات در حالت نیمه جامد باشند. با برخورد ذرات
به هدف، این ذرات به صورت رسوباتی جامد در می آیند. در هنگام حرکت ذرات در
اتمسفر و همچنین در هنگام برخورد ذرات با زیرلایه، اتجماد سریع ایجاد می
شود. سرعت سرمایش مؤثر که ممکن است در رسوب دهی با استفاده از اسپری، ایجاد
شود، چندین برابر سرعت انجمادی که برای شمش فلزی استفاده می شود. تعدادی
از این متغیرها با استفاده از اصلاح زیرلایه (چرخش زیرلایه نسبت به دستگاه
اسپری)، قابل تغییر می باشد. با استفاده از اصلاح این بخش از دستگاه اسپری،
امکان پوشش دهی اشکال مختلف زیرلایه ای مانند سیلندرها، شمش ها، صفحات و
... وجود دارد. تیوب ها، شمش ها و دیسک ها متداول ترین اشکال زیرلایه های
مورد استفاده در پوشش دهی با اسپری است. با استفاده از زیرلایه ی متحرک،
امکان تولید صفحات پیوسته یا نوارها وجود دارد.این بد نیست که بدانید که
رسوب دهی با استفاده از اسپری همچنین به طور موفقیت آمیز برای تولید قالب
های فولادی با کارایی بالا، مورد استفاده قرار می گیرد.
ادامه مطلب در لینک بالا ارائه شده است