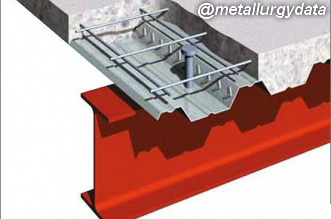
گلمیخ های برشگیربوسیله دستگاه جوش قوسی الکتریکی به نام ( Stud Welding ) به تیر های سازه ای جوش می شوند. این فرایند جوشکاری می تواند هم به صورت مستقیم روی بال تیر سازه ای و هم از روی ورق انجام گیرد. وجود حلقه سرامیکی در محل جوش باعث می شود تا از حوضچه مذاب ایجاد شده در لحظه ایجاد قوس الکتریکی محافظت نمایدو همچنین باعث محافظت از اپراتور دستگاه می شود . یکی از روشهای تست گلمیخ بعد از نصب وارد آوردن فشار یکنواخت و نه ضربه می باشد به این صورت که با اعمال نیروی یکنواخت گل میخ را تا حدود 30 درجه نسبت به محور طولی گلمیخ خم نمود که نباید طی این خم شدن جوش گلمیخ شکسته و کنده شود . با توجه به اینکه این برشگیرها نقش مهمی در ایمنی سقف حین بهربرداری و هنگام زلزله ایفا میکنند، در انتخاب گلمیخ می بایستی دقت کافی صورت گیرد و همچنین نصب گلمیخ ها باید توسط افراد متخصص انجام شود.
مقایسه گلمیخ برشگیر در سقف های کامپوزیت عرشه فولادی و ناودانی برشگیر در سقف های کامپوزیت معمولی :
سرعت اجرای هر گلمیخ حدود 15 ثانیه می باشد که این زمان برای اجرای ناودانی های برشگیر در حدود 3 دقیقه می باشد . گلمیخ های برشگیرقابلیت انتقال نیروی برش در تمامی جهات را دارا می باشد که این انتقال نیروی برش در ناودانی های برشگیر فقط محدود به انتقال نیروی برش در جهت طولی ناودانی می باشد . زمان برقراری قوس الکتریکی در گلمیخ برشگیردرحدود 800 میلی ثانیه می باشد که این زمان برای اجرای یک ناودانی برشگیر زمانی در حدود 3 دقیقه می باشد . گلمیخ های برشگیرعملیات جانبی از قبیل برش کاری و گل زنی جوش را لازم ندارد در حالی که ناودانی های برشگیر نیاز به برش کاری و گل زنی جوش را دارا می باشد . کیفیت جوش درگلمیخ های برشگیر به مراتب بیشتر از کیفیت جوش در ناودانی های برشگیر می باشد . اجرای گلمیخ برشگیر به الکترود نیازی نداشته و جوشکاری با استفاده از دستگاه Stud welding انجام می شود .

نکات مهم در استاد ولدینگ
در
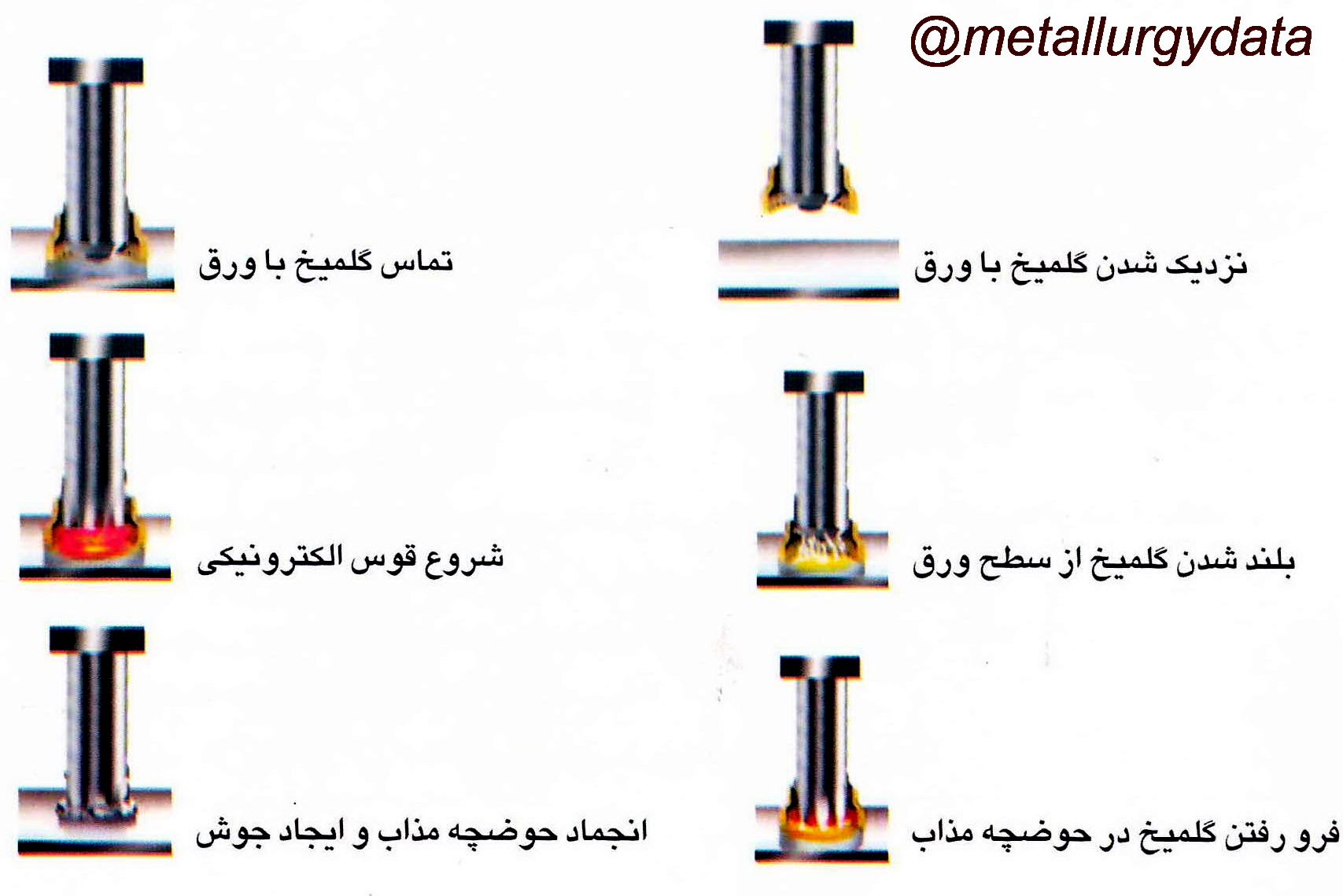
انجام این عملیات با بر قراری قوس الکتریکی بسیار قدرتمند مابین گلمیخ و
بال فوقانی پل سازه فلزی ، این دو قسمت به حالت مذاب درآمده و با یکدیگر
ممذوج میگردند ، در این عملیات که ایجاد قوس الکتریکی در آن حدواً یک
ثانیه برقرار میگردد گلمیخ به میزان حدوداً 5 میلیمتر درون سازه فلزی ذوب
میگردد :
نکاتی در حین اجرای استاد ولدینگ میبایست به آن توجه گردد :
1-
از گلمیخی استفاده نمایید که روش تولید آن به روش فورج سرد و با متریال
مرغوب تولید گردیده باشد تجربه به ما ثابت کرده استفاده از گلمیخ با برند
BETA و همچنین GAAM که هر دو تولید داخل کشور می باشند بهترین نتیجه را
داشته است .
2- در هنگام عملیات اجرا هم گلمیخ و هم سطح ورق و سازه فلزی خشک و فاقد رطوبت باشد .
3-
برای ایجاد جوش مناسب به برق 3 فاز شهری حداقل 55 آمپر و یا در صورت
استفاده از دیزل ژنراتور به قدرت 200KAVA و یا 180 آمپر نیاز دارید ، در
زمان به طول کابل نیز توجه نمایید .
4- کابل برق رسان به دستگاه استاد ولدینگ حداقل 12*3 باشد .
5- استفاده از دستگاه استاد ولدینگ RASB ( رهاوران صنعت برق ) به دلیل سازگاری بیشتر با برق ایران نتایج مطلوبتری را در بر دارد .
6- در هنگام اجرا گان دستگاه کاملاً به صورت عمودی و بدون حرکت باشد .
7- قطعات مصرفی گان شامل هولدر و لیفت دستگاه حداکثر پس از اجرای 10.000 گلمیخ تعویض گردد .
8- پس از برقراری قوس الکتریکی گان دستگاه را به مدت 3 ثانیه ثابت نگهدارید تا حوضچه مذاب تشکیل شده منجمد گردد .
9-
در قسمتهایی که گلمیخ روی ورق گالوانیزه عرشه فولادی اجرا میگردد از شعله
پوش دنده درشت سرامیکی و در قسمتهایی که گلمیخ روی سازه اصلی اجرا می گردد
از شعله پوش سرامیکی دنده ریز استفاده گردد ، ( دلیل استفاده از شعله پوش
سرامیکی کنترل حوضچه مذاب و جلوگیری از پاشش مواد مذاب به خارج و یکنواختی
جوش می باشد ) .
10 - قبل از اجرای گلمیخ ورق گالوانیزه عرشه فولادی به وسیله چکش کاری کاملاً روی بال تیرها فیکس گردد
11- پس از پایان عملیات حتمن نسبت به شکستن و خارج کردن شعله پوش سرامیکی و تمیزکاری سطح عرشه فولادی اقدام گردد .