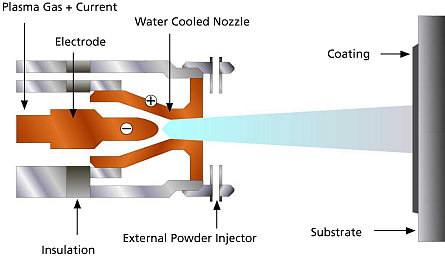
پلاسما یک گاز تحریک شده است که اغلب به عنوان حالت چهارم ماده شناخته می شود و بر اثر یونیزه شدن گاز که معمولا در این فرآیند آرگون و ترکیبی از گاز های نیتروژن و هیدروژن است، بوجود می آید. این روش از پر استفاده ترین روش ها در صنعت می باشد که علت آن سرعت بالای پوشش دهی باشد در واقع پلاسما اسپری روش مناسب برای ایجاد پوشش های دیر گداز و مقاوم به سایش و خوردگی با کیفیتی مناسب می باشد و به عنوان مثال از آن برای پوشش دهی انواع سرامیک ها بر روی غلطک ها استفاده می گردد و عملکرد آن به این صورت است که تفنگ پلاسمایی متشکل از یک آند مسی به صورت آبگرد و یک کاتد تنگستنی و نازل مواد پوشان می باشد. طرز کار به این صورت است که ابتدا اختلاف پتانسیلی بین آند و کاتد برقرار شده و سپس گاز بین آند و کاتد یونیزه شده و با برقراری جریان برق گاز به شدت گرم می گردد و حجم آن اضافه می شود در این حال گاز با فشار از دهانه تفنگ خارج شده که اگر ماده پوشان به صورت پودر باشد ذرات ماده پوشان در دهانه خروجی تفنگ به درون شعله تغذیه می گردد و اگر به صورت سیم باشد از عقب تفنگ و به کمک چند غلطک وارد قسمت پلاسما می گردد پس از ورود ذرات به درون شعله پلاسما این ذرات بر حسب اندازه ای که دارند ذوب و یا نیمه مذاب می شوند و با سرعت بر روی سطح زیر لایه برخورد می کنند تا پوشش تشکیل شود.
در این روش انواع مختلف پودر مواد پیشرفته نظیر پودرهای سرامیکی، سرمتی، بین فلزی و ... در درجه حرارت بین 10 تا 20 هزار درجه سانتیگراد ذوب و توسط گاز حامل به طور یکنواخت بر سطح قطعه پاشیده می شوند، با این حال سطح قطعه چندان گرم و دچار تنشهای گرمایی نمی شود. به این ترتیب سطحی با پوشش یکنواخت و دارای چسبندگی و کیفیت بسیار عالی ایجاد خواهد شد و مقاومت قطعه را در برابر عوامل فرسودگی محیطی چندین برابر افزایش خواهد داد. از مزایای این روش محدوده وسیع پوششهای قابل اعمال و همچنین کیفیت بسیارخوب این پوششها پس از پاشش می باشد ولی هزینه بالا و احتمال اکسید شدن پودر بدلیل دمای بسیار بالای فرآیند از معایب این روش هستند.