
لینک دانلود فیلم تولید یونولیت - فارسی - 51 مگابایت
لینک دانلود ویدئو چگونه یونولیت ساخته می شود - 30 مگایایت
بلوک های فوم EPS چگونه ساخته می شوند؟
فوم EPS بصورت دانه های بسیار کوچکی شبیه به بافت ماسه با نام پلی استایرن آغاز می شود که ماده خام آن« استایرن» نامیده می شود.
مواد اولیه ساخت یونولیت
استایرن
را می توان در هر کجا مثلا در فروشگاه مواد غذایی محلی و فروشگاه های
الکترونیکی محلی، کیس های CD و آویزهای لباس یافت که همگی از Styrene
EPS
ساخته می شوند. مرحله بعد در این فرایند تبدیل این دانه های کوچک بصورت
دانه های بزرگتری در حدود ۵۰ برابر اندازه اصلی آن می باشد.
دانه یونولیت
با
توجه به دانسیته لازم، این دانه ها با استفاده از بخار در ماشینی بنام
اکسپندر باد می شوند. این اکسپندر می تواند ماشین ساده ای باشد که یک
کارگر مواد خام را در ان گذاشته و سپس بخار را روشن می کند و یا می تواند
ماشین خودکاری باشد که ماده به طور خودکار ارزیابی شده و سپس بصورت خودکار
فعال
گردیده و متوقف می شود. در این مرحله، دانه ها ۵۰ برابر اندازه اصلی خود
هستند. پری اکسپندرهای(PRE-EXPANDER) مداوم بدون فشار کار می کنند و مجهز
به تانک همزن روبازی می باشند که مواد خام در ان بطور پیوسته از پایین توسط
پیچ انتقال قابل تنظیمی تغذیه می شود. بخار نیز بطور مداوم در فضای پری
اکسپندر از طریق دهانه هایی تغذیه می شود که در فاصله کمی در روی قسمت
تحتانی
تانک قرار گرفته اند. یک همزن و breaker rod های ثابت، ایجاد دسته های
دانه ها را مشکل می سازند. انها دانه ها را در حال حرکت حفظ کرده و اطمینان
حاصل می کنند که دانه های از پیش منبسط شده قبل با دانسیته پایین تر به
بالای حجم دانه حرکت کرده و در یک شفت از طریق دهانه تخلیه با ارتفاع قابل
تنظیم قرار می گیرند.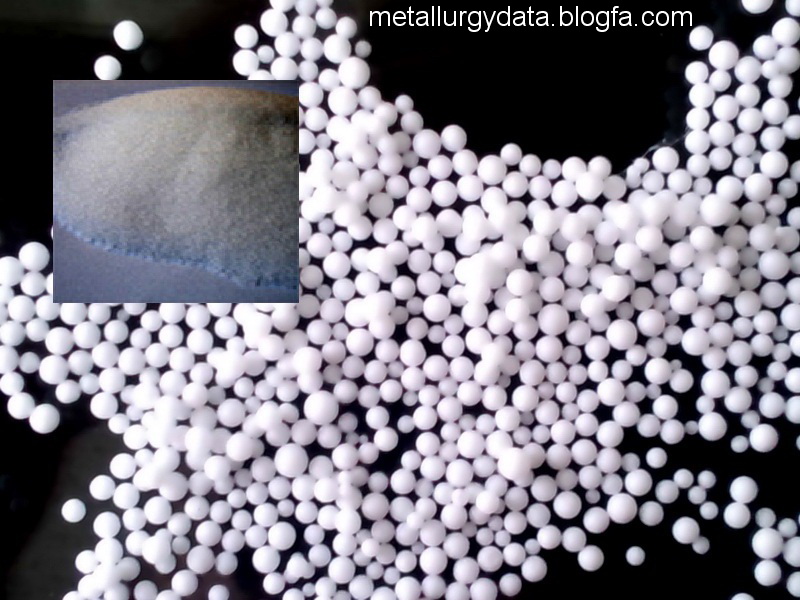
پری
اکسپندرها برای به اصطلاح«انبساط گذر دوم» مواد منبسط شده قبل به feed
screw بزرگی مجهز هستند تا بتوانند ماده منبسط شده از قبل را که قرار است
مجددا بخار شود را منتقل نمایند. تمامی پری اکسپندرها ویژگی مشترکی دارند
که در ان قبل از انتقال به انبار ذخیره، خشک و تثبیت می شوند. دو عامل پف
دهنده بسیار متداولی که بکار برده می شوند، شنتان و دی اکسید کربن هستند که
هیچ کدام CFC ندارند. این فرایند، پلیمریزاسیون، پلی استایرن را با میلیون
ها منفذ هوا پر می کند که این مسئله به انبساط آن کمک کرده و رسانایی
گرمایی پایینی به آن می دهد. در طول انبساط، محصول را می توان در اشکال و
اندازه های متفاوتی قالب ریزی کرد. محصول نهایی ۹۰% هوا می باشد اما جالب
اینکه EPS می تواند استحکام بالایی تا ۴۰psi داشته باشد.
کارخانه
فوم شامل دیگ بخار، تانک بخار، پری اکسپندر، انبارها و قالب های بلوک می
باشد. در سمت چپ منطقه خشک و انبار مواد خام قرار دارند. مواد خام EPS را
باید در محلی سرد کمتر از ۷۰ درجه فارنهایت نگه داشت.آخرین مرحله در این
فرایند، ماشین قالب ریزی است.