
فرآیند
قالب گیری دورانی(Rotational Moldig) یا به اختصار روتومولدینگ
(Rotomoldig) یکی از فرآیندهای شکل دهی مواد پلاستیکی به شکل تو خالی است.
قدمت این صنعت به حدود 150 سال پیش (سال 1855 میلادی) باز می گردد.
این فرآیند اولین بار برای قالب گیری مواد نیمه مایع فلزی با استفاده از
نوع ساده ای از ماشین ها به کار گرفته شد. اولین پلیمری که در این صنعت
مورد استفاده قرار گرفت (همانند بسیاری دیگر از تکنولوژی های شکل دهی مواد
پلاستیکی)، پلی وینیل کلراید( PVC) بود. این اتفاق در دهه 1930 میلادی
افتاد.پس از جنگ دوم جهانی و در اواخر دهه 1950 میلادی، با دو واقعه مهم
یعنی تولید پودر پلی اتیلن و استفاده از آن به جای رزین های مایع و ساخت
کوره های سیرکولاسیون هوای داغ، انقلابی در این صنعت به وجود آمد.
در اواسط دهه 1970 میلادی، پلی اتیلن سبک خطی وارد چرخه تولید شد. در دهه 1980 میلادی پلی آمید، پلی پروپیلن و پلی کربنات وارد چرخه تولید شدند. از آنجایی که پلی اتیلن خواص خیلی متنوعی از خود به نمایش می گذاشت، خیلی زود از حیث میزان استفاده از سایر پلیمرها پیشی گرفت. به نحوی که امروزه، بیش از 80 درصد محصولات تولید شده با استفاده از روش قالبگیری چرخشی، از ماده اولیه پلی اتیلن تولید می شوند. از این دسته محصولات می توان به مخازن نگهداری آب، سوخت و فرآورده های شیمیایی، وان ها ی مورد استفاده در صنایع آبکاری و پرورش ماهی، اسباب بازی ، بشکه های بسته بندی، اسکله های شناور و ادوات ترافیکی و جاده ای و ... اشاره کرد. از آنجایی که تا کنون هیچ گونه پژوهش علمی و سیستماتیکی در حوزه بازار مصرف محصولات روتومولدینگ در ایران صورت نگرفته است، قضاوت در این حوزه مشکل و با حدس و گمان همراه است، اما نمودارهای زیر بیانگر توزیع بازار مصرف این محصولات در آمریکای شمالی و اروپا هستند.
قالبگیری دورانی
قالبگبری دورانی یکی از روش های تولید قطعات پلاستیکی است. از قالب گیری دورانی برای تولید قطعات تو خالی , در شکل ها و اندازه های مختلف نظیر مخازن مایعات، سطل ظرف های زباله، توپ فوتبال، کلاه ایمنی و حتی بدنه ی قایق استفاده می شود. قالب گیری دورانی Rotational molding یا قالب گیری چرخشی به اسامی rotomolding, rotocasting و spin casting نیز نامیده می شود.
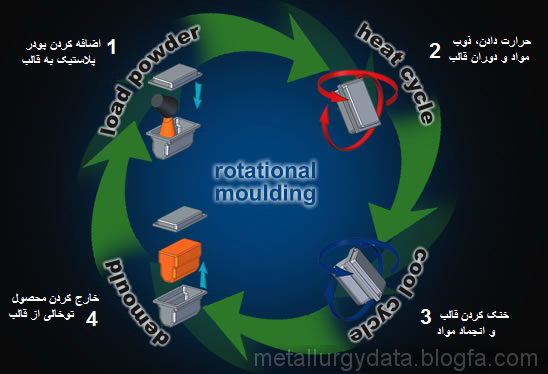
مراحل قالبگیری دورانی
فرایند با قالب بسته ای که از مقدار معینی پودر یا مایع پلاستیک گرما نرم پر شده است، آغاز می شود. قالب ها یا پیش گرم شده اند و یا در یک کوره قرار داده می شوند و همزمان حول دو محور متعامد می چرخند. در بعضی گونه ها قالب حول یک محور می چرخد و حول محور دیگر کج می شود یا نوسان می کند. در هر صورت ماده ی مذاب، به صورت لایه ای یکنواخت روی تمام سطح قالب پخش می شود.
در مرحله ی بعدی قالب به منطقه ی سرد شدن منتقل می شود که در آن حین حرکت، از آب یا هوا برای کاهش تدریجی دما استفاده می شود.
پس از انجماد ماده، قالب باز شده و قطعه ی تو خالی از آن خارج می شود.
این فرآیند از چهار مرحله تشکیل شده است :
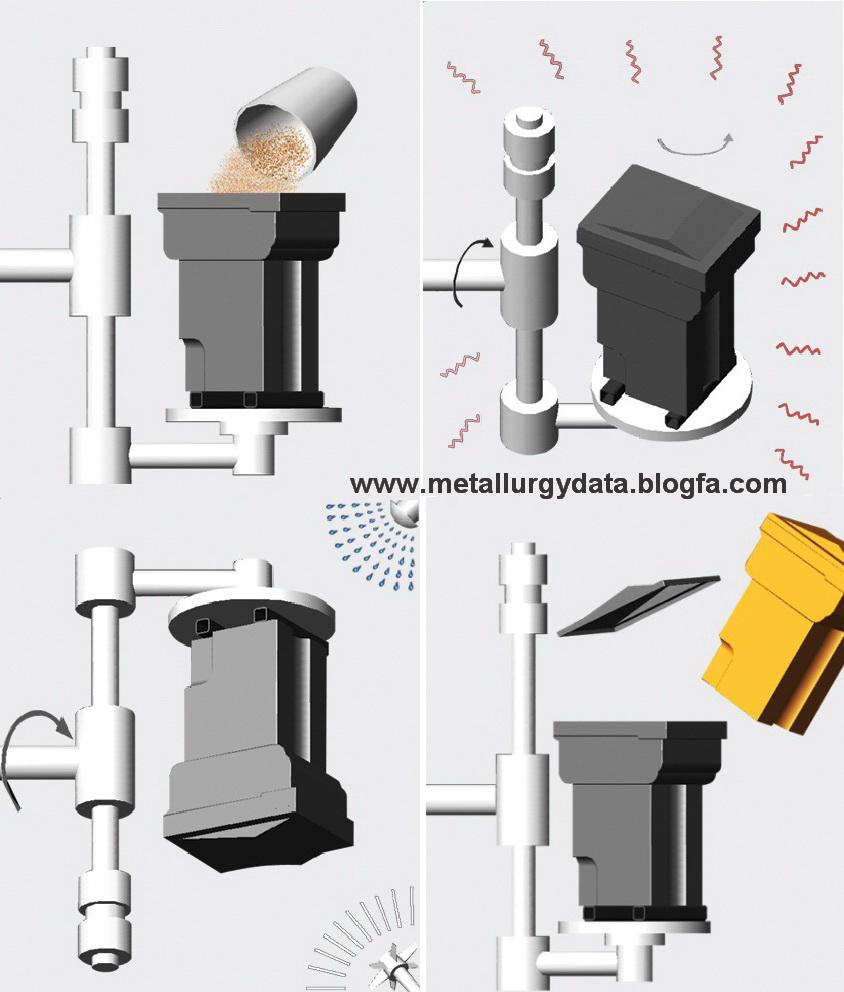
الف) پر کردن قالب (charging)
در این مرحله قالب که به شکل محصول نهایی طراحی شده است باز می شود و
مقدار معینی از ماده پلیمری مورد نظر به صورت پودر یا مایع در نیمه پایینی
قالب ریخته می شود.
ب) حرارت دهی (Heating)
پس از بسته شدن قالب ماشین شروع به کار می کند و قالب حول دو محور عمود
برهم در داخل کوره می چرخد. انتقال حرارت در داخل کوره موجب می شود تا پودر
به دمای ذوب رسیده، شروع به ذوب شدن کند و سطح داخلی قالب را به شکل
یکنواختی پوشش دهد.
ج) سرد کردن (Cooling)
در این مرحله قالب در حال چرخش وارد ایستگاه خنک کننده می شود. با سرد شدن
قالب به وسیله جریان هوا یا پاشش آب، پلیمر درون آن نیز سرد می شود و قطعه
نهایی شکل می گیرد.
د) تخلیه محصول (Demolding)
در این مرحله ماشین از حرکت می ایستد و قطعه نهایی با باز کردن نیمه قالب از درون آن خارج می شود.

قالب های گردان سبک وزن را معمولا از آلومینیوم ریختنی می سازند. ولی برای قطعات بزرگتر، استفاده از ورق فلزی متداول است. برای ایجاد جزئیات ظریف، از نیکل به صورت آبکاری شده یا رسوب از بخار فلز استفاده می شود.
کاربردهای قالبگیری دورانی
گرچه بیش از ۵۰ سال از عمر قالب گیری چرخشی می گذرد، ولی تا کنون فقط مورد توجه بازارهای نسبتا معدودی قرار گرفته است. مخازن آب و مواد شیمیایی، جعبه ابزار، و محفظه های زباله از عمده ترین محصولات این روش هستند. پیشرفت های تکنولوژیکی اخیر با بهبود قابلیت های این روش در شرایط مواد، نرخ تولید و کیفیت محصول، دریچه هایی نو در ایجاد محصولات جدید گشوده است.هیچ کدام از سایر روش ها در تولید محصولات بزرگ، ضخیم، تو خالی و دهانه دار با روش قالب گیری چرخشی برابری نمی کنند. انعطاف پذیری این روش، یک مزیت عمده در ساخت محصولاتی با شکل و اندازه های متنوع است. همچنین این روش برای تولید با تیراژ پایین مناسب است.
قالب گیری چرخشی، برخی از قابلیت های مشابه قالبگیری دمشی و شکل دهی گرمایی ورقه دو قلو را دارد، ضمن آنکه قادر است محصولات توخالی، دوجداره و با اشکال کشیده شده را تولید نماید.نسبت به روش های قالب گیری دمشی و شکل دهی گرمایی دو قلو، با استفاده از روش قالب گیری چرخشی میتوان توزیع یکنواخت تری در ضخامت دیواره ها ایجاد کرد و محصولات بزرگتری را تولید کرد. علاوه بر این، شکل های پیچیده تری با استفاده از این روش قابلیت تولید دارند. در مقایسه با قالبگیری تزریقی، قالب گیری چرخشی مزایای عمده ای در تولید محصولات خیلی بزرگ، پیچیده و توخالی و با هزینه کمتر برای قالب دارد.
از دیدگاه اقتصادی قالبگیری چرخشی به نحو ایده ال برای تولید با تیراژ پایین و قطعات خیلی بزرگ و پیچیده، مناسب است. همچنان که پیشرفت و ترقی در تکنولوژی مواد ادامه می یابد، رشد قابلیت های عملکردی قالبگیری چرخشی نیز تداوم می یابد.بکارگیری این روش در بازارهای جدید، در حال توسعه است که در مجموع منجر به رشد قابل توجه کاربرد این روش می گردد.
مزایای قالبگیری دورانی
- می توان یک قطعه توخالی یک پارچه، بدون درز جوش یا اتصال ساخت.
- قطعه نهایی لزوما بدون تنش خواهد بود.( خبری از تنش های پسماند در این فرآیند نیست.)
- قالب ها نسبتا ارزان قیمت هستند.
- زمان ساخت قالب نسبتا کوتاه است.
- هیچ گونه اتلاف مواد وجود نخواهد داشت.چرا که تمام ماده در ساخت قطعه استفاده می شود.
- امکان ساخت قطعات چند لایه وجود دارد.
- انواع گوناگونی از قطعات می توانند به طور همزمان روی یک دستگاه قالب گیری شوند.( چند قالب مختلف روی یک دستگاه گردان)
- قرار دادن اینسرت ها نسبتا آسان است.
- می توان محصولات متنوع در پیچیدگی شکلی و ابعادی تولید کرد.
- ضخامت دیواره ها در تمام قسمت ها یکسان است.
معایب قالبگیری دورانی
- زمان تولید طولانی است.
- انتخاب مواد محدود است.
- هزینه مواد نسبتا بالا است. چون بیشتر مواد مورد استفاده به شکل گرانول تهیه می شوند و قبل از استفاده در فرآیند، باید به صورت پودر آسیاب گردند.پودر کردن این گرانول های پلاستیکی در محدوده خاصی از اندازه ذرات، بر هزینه ی مواد می افزاید.
- در این روش ریب ها و برآمدگی ها به سهولت قالبگیری نمی شوند.ماده تمایل دارد پل بزند، در نتیجه ریب ها نمی توانند به طور کامل پر شوند.
انیمیشن قالبگیری چرخشی