جوشکاری
لیزری (Laser Welding) از جمله روش های نوین جوشکاری های ذوبی می باشد.
سرعت و ظرفت بالا و دقت بسیار، از جمله عواملی است که کاربرد این فرآیند
جوشکاری را در صنایع مختلف گسترش داده است. با تابش اشعه پر انرژی لیزر به
سطح مورد نظر، حرارت مورد نیاز برای ایجاد حوضچه مذاب و انجام فرآیند اتصال
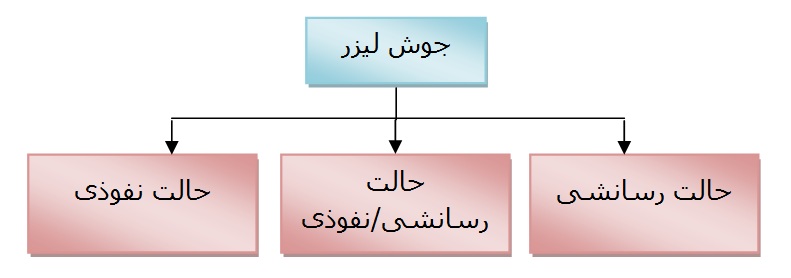
فراهم می گردد. جوشکاری با اشعه لیزر بر اساس یک نوع تقسیم بندی، در سه
حالت انجام می شود:
اساسا لیزر جزء پرتو های الکترو مغناطیس و از جنس نور، تک رنگ و با واگرایی بسیار کم است. این بدان معناست که قطر پرتو لیزر در مسافت های طولانی تغییر نمی کند. این پرتو در طول موج هایی بکار می رود که انرژی کافی برای ذوب کردن فلز مورد نظر را داشته باشد.
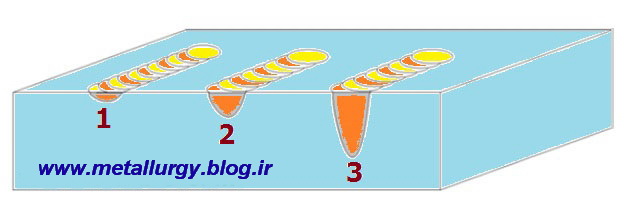
1. رسانشی
این نوع جوشکاری لیزری در دانسیته انرژی پایین انجام شده و یک اثر جوش سطحی و عریض ایجاد می کند.
جوشکاری لیزر به طریق رسانشی، خود به دو دسته تقسیم می شود:
گرم کردن مستقیم
انتقال انرژی
گرم کردن مستقیم :
جوشکاری رسانشی به روش گرم کردن مستقیم می تواند در گستره وسیعی از فلزات و آلیاژ ها و با اشکال سیم و ورقه های نازک مورد استفاده قرار بگیرد.
CO2، Nd:YAG و لیزرهای دیودی با سطوح مختلف انرژی، در محدوده دهها وات، در این روش کاربرد دارند.
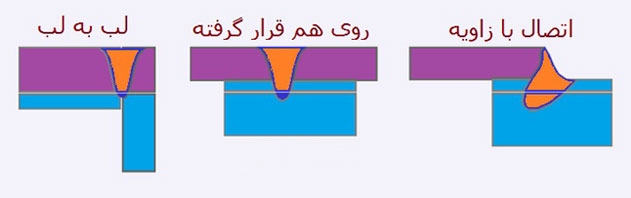
گرم کردن مستقیم با یک پرتو لیزر ناشی از گاز CO2، می تواند برای جوشکاری در اتصالات لب به لب (Butt) در ورقه های پلیمری کاربرد داشته باشد.
انتقال انرژی :
در این روش، یک جوهر جذب کننده در فصل مشترک لبه های اتصال قرار داده می شود. این جوهر انرژی پرتو لیزر را جذب کرده و آن را به ضخامت محدودی از مواد پیرامونش منتقل می کند. این امر منجر به تشکیل لایه ای از فصل مشترک مذاب شده که منجمد شدن این فصل مشترک باعث وقوع اتصال می شود.
جوشکاری انتقالی روش مناسبی برای اتصال پلیمر هاست. کامپوزیت ها را نیز می توان بدین طریق جوشکاری کرد، به شرطی که خواص حرارتی فاز زمینه و فاز تقویت کننده مشابه هم باشند. بخش های ضخیم اتصالات روی هم، را می توان بدون ذوب کردن سایر قسمت های بیرونی اتصال، ایجاد کرد.
2. حالت رسانشی / نفوذی
این حالت در دانسیته انرژی متوسط انجام می شود و عمق اثر بیشتری نسبت به حالت قبل دارد.
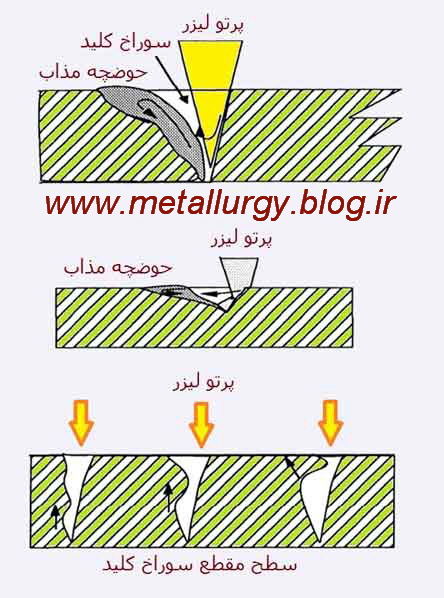
3. حالت نفوذی (سوراخ کلید - Keyhole)
ویژگی بارز این روش که با آن شناخته می شود، داشتن اثر جوش باریک و عمیق است. در این روش، نور لیزر رشته ای از مواد تبخیر شده، که با عنوان سوراخ کلید (keyhole) شناخته می شود را، درون قطعه ایجاد می کند. این سوراخ مجرایی برای انتقال توان نور لیزر به مواد است.
اصولا در دانسیته توان های بالا، تمامی مواد چنانچه بتوانند انرژی را جذب کنند، تبخیر می شوند. بنابراین در جوشکاری به این روش، سوراخ یا گودی جوش با تبخیر شدن مواد ایجاد می شود. این سوراخ با موادی که ناشی از ذوب شدن دیواره های آن می باشد، پر می گردد.
اساسا لیزر جزء پرتو های الکترو مغناطیس و از جنس نور، تک رنگ و با واگرایی بسیار کم است. این بدان معناست که قطر پرتو لیزر در مسافت های طولانی تغییر نمی کند. این پرتو در طول موج هایی بکار می رود که انرژی کافی برای ذوب کردن فلز مورد نظر را داشته باشد.
1. رسانشی
این نوع جوشکاری لیزری در دانسیته انرژی پایین انجام شده و یک اثر جوش سطحی و عریض ایجاد می کند.
جوشکاری لیزر به طریق رسانشی، خود به دو دسته تقسیم می شود:
گرم کردن مستقیم
انتقال انرژی
گرم کردن مستقیم :
جوشکاری رسانشی به روش گرم کردن مستقیم می تواند در گستره وسیعی از فلزات و آلیاژ ها و با اشکال سیم و ورقه های نازک مورد استفاده قرار بگیرد.
CO2، Nd:YAG و لیزرهای دیودی با سطوح مختلف انرژی، در محدوده دهها وات، در این روش کاربرد دارند.
گرم کردن مستقیم با یک پرتو لیزر ناشی از گاز CO2، می تواند برای جوشکاری در اتصالات لب به لب (Butt) در ورقه های پلیمری کاربرد داشته باشد.
انتقال انرژی :
در این روش، یک جوهر جذب کننده در فصل مشترک لبه های اتصال قرار داده می شود. این جوهر انرژی پرتو لیزر را جذب کرده و آن را به ضخامت محدودی از مواد پیرامونش منتقل می کند. این امر منجر به تشکیل لایه ای از فصل مشترک مذاب شده که منجمد شدن این فصل مشترک باعث وقوع اتصال می شود.
جوشکاری انتقالی روش مناسبی برای اتصال پلیمر هاست. کامپوزیت ها را نیز می توان بدین طریق جوشکاری کرد، به شرطی که خواص حرارتی فاز زمینه و فاز تقویت کننده مشابه هم باشند. بخش های ضخیم اتصالات روی هم، را می توان بدون ذوب کردن سایر قسمت های بیرونی اتصال، ایجاد کرد.
2. حالت رسانشی / نفوذی
این حالت در دانسیته انرژی متوسط انجام می شود و عمق اثر بیشتری نسبت به حالت قبل دارد.
3. حالت نفوذی (سوراخ کلید - Keyhole)
ویژگی بارز این روش که با آن شناخته می شود، داشتن اثر جوش باریک و عمیق است. در این روش، نور لیزر رشته ای از مواد تبخیر شده، که با عنوان سوراخ کلید (keyhole) شناخته می شود را، درون قطعه ایجاد می کند. این سوراخ مجرایی برای انتقال توان نور لیزر به مواد است.
اصولا در دانسیته توان های بالا، تمامی مواد چنانچه بتوانند انرژی را جذب کنند، تبخیر می شوند. بنابراین در جوشکاری به این روش، سوراخ یا گودی جوش با تبخیر شدن مواد ایجاد می شود. این سوراخ با موادی که ناشی از ذوب شدن دیواره های آن می باشد، پر می گردد.