
در فرآیند لحیم کاری سخت، فلزات مورد جوشکاری مانند فرایند جوشکاری ذوب نمی شود. اتصال لحیم سخت با استفاده از آلیاژ لحیم کاری که حدود 56 درجه سانتی گراد کمتر از نقطه ذوب آلومینیم مورد اتصال ذوب می شود انجام می گیرد. در لحیم کاری سخت آلیاژ لحیم کاری بداخل فاصله قطعات مورد لحیم کاری وارد شده و با یک عمل کشش مویی به مقداری به داخل قطعات نفوذ کرده و آنها را بهم می چسباند. بنابراین یک اتصال لحیم سخت برخی از خواص اتصال جوش را دارا نمی باشد. برای سیلان و نفوذ ماده لحیم کاری به داخل قطعات مورد اتصال باید لایه های اکسید سطحی برداشته شود. در هر حال این روش اتصال به جوش شباهت بیشتری دارد تا لحیم کاری معمولی، اتصال حاصل دارای استحکامی نزدیک به استحکام جوش است زیرا فلز پر کننده در واقع به داخل فلز اصلی نفوذ کرده و تشکیل یک سیستم آلیاژی پیوسته را می دهد.
1-آلیاژهای
قابل لحیم کاری سخت: آلیاژهای 1100، 3003، 6061 و 6063 و هر آلیاژ خالص تر
از 1100 را می توان لحیم کاری سخت نمود. لحیم کاری سخت برای آلیاژهای
کارپذیری حاوی روی و مس چون آلیاژهای 2024 و 7075 مناسب نیست زیرا این
آلیاژها دارای اجزاء ساختمانی با آلیاژهای 2024 و 7075، مناسب نیست زیرا
این آلیاژها دارای اجزاء ساختمانی با نقطه ذوب پائینی می باشند. لحیم کاری
سخت آلیاژهای ریختگی مشکل است زیرا این آلیاژها دارای محدوده درجات حرارت
ذوب پائینی می باشند. آلیاژهای آلومینیم حاوی مقادیر زیاد منیزیم نیز در
لیست آلیاژهای سخت لحیم کاری شونده قرار دارند.
2-مزیتهای
لحیم کاری سخت: از آنجائی که بطور همزمان میتوان از طریق لحیم کاری سخت
اتصالات متعددی ساخت بنابراین تولید به مقدار و تعداد زیاد از این طریق
امکان پذیر می باشد. عملیات تمام کاری بر روی قطعات لحیم کاری سخت شده
نسبتا آسان است زیرا محل اتصالات نسبتا صاف بوده و نیاز کمی به تمام کاری
دارد. اتصالات لحیم کاری سخت دارای مقاومت زیاد آلومینیم در مقابل خوردگی،
استحکام خوب و ظاهر مناسب است زیرا محصول حاصله تماما دارای ساختمان
آلومینیم می باشد.
3-فلز
پر کننده: آلیاژهای لحیم کاری سخت از آلیاژهای آلومینیم حاوی مقادیر مختلف
سیلیسیم تا 12% می باشند. جدول زیر ترکیبات شیمیایی آلیاژهای لحیم کاری
همراه با نقاط ذوب و محدوده کاری را نشان می دهد. آلیاژهای لحیم کاری سخت
بر اساس محدوده های نقاط ذوب کم و اختلاف در محدوده نقاط ذوب آنها انتخاب
می گردند.
4-روشهای
لحیم کاری سخت: قبل از لحیم کاری باید سطح مورد اتصال را کاملا از اکسید،
چربی و کثافات پاک نمود تا فلز پر کننده بتواند بخوبی در تمام نقاط آن پخش
شود. طرح اتصالات لحیم کاری سخت از اهمیت زیادی برخوردار است. چند نمونه از
اتصالات با طرح مناسب در شکل زیر نشان داده شده است.
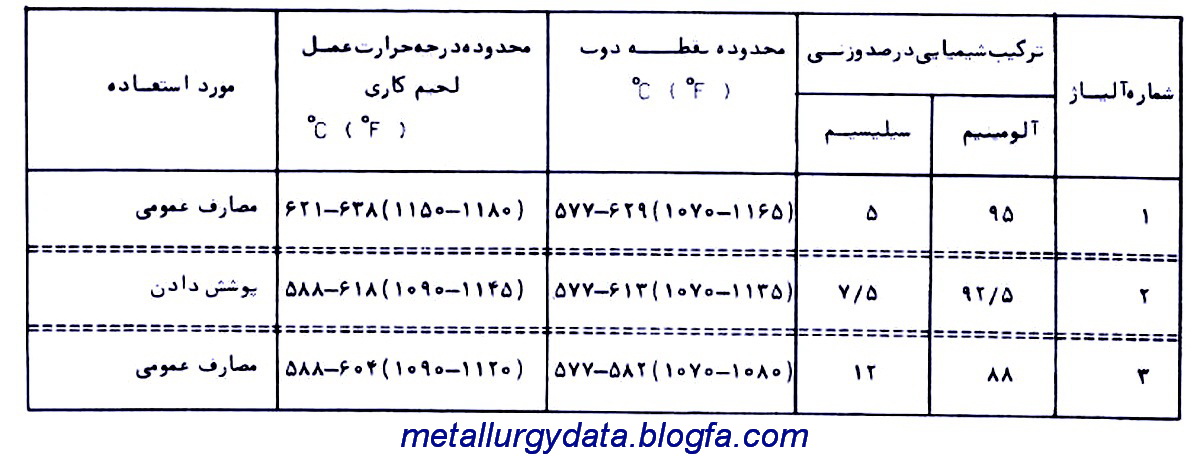
جدول فلزات پر کننده برای لحیم کاری سخت آلومنیم
از
آنجائیکه برای لحیم کاری خوب و اطمینان از سیلان فلز به تمام نقاط اتصال
نیاز به کشش مویی است بنابراین فاصله ای در حدود 25/0 – 15/0 میلی متر بین
دو نقطه لازم است. پس از تمیز کردن باید برای برداشتن لایه اکسیدی از یک
فلاکس مناسب استفاده شود طوری که عمل کشش موئی بتواند فلز را به داخل اتصال
بکشاند .
فلاکسهای
لحیم کاری سخت از مخلوطی از فلورورها و کلرورها تشکیل شده و می تواند آنها
را به صورت خشک و یا مخلوط با آب یا الکل برای فرایندهایلحیم کاری شعله ای
یا کوره ای استفاده نمود. فلاکسهای مذاب در لحیم کاری غوطه وری استفاده می
شود. پس از لحیم کاری، قطعه کار باید با آب یا مقداری محلول شیمیایی شسته
شود تا تمام فلاکس از سطح آن برداشته شود.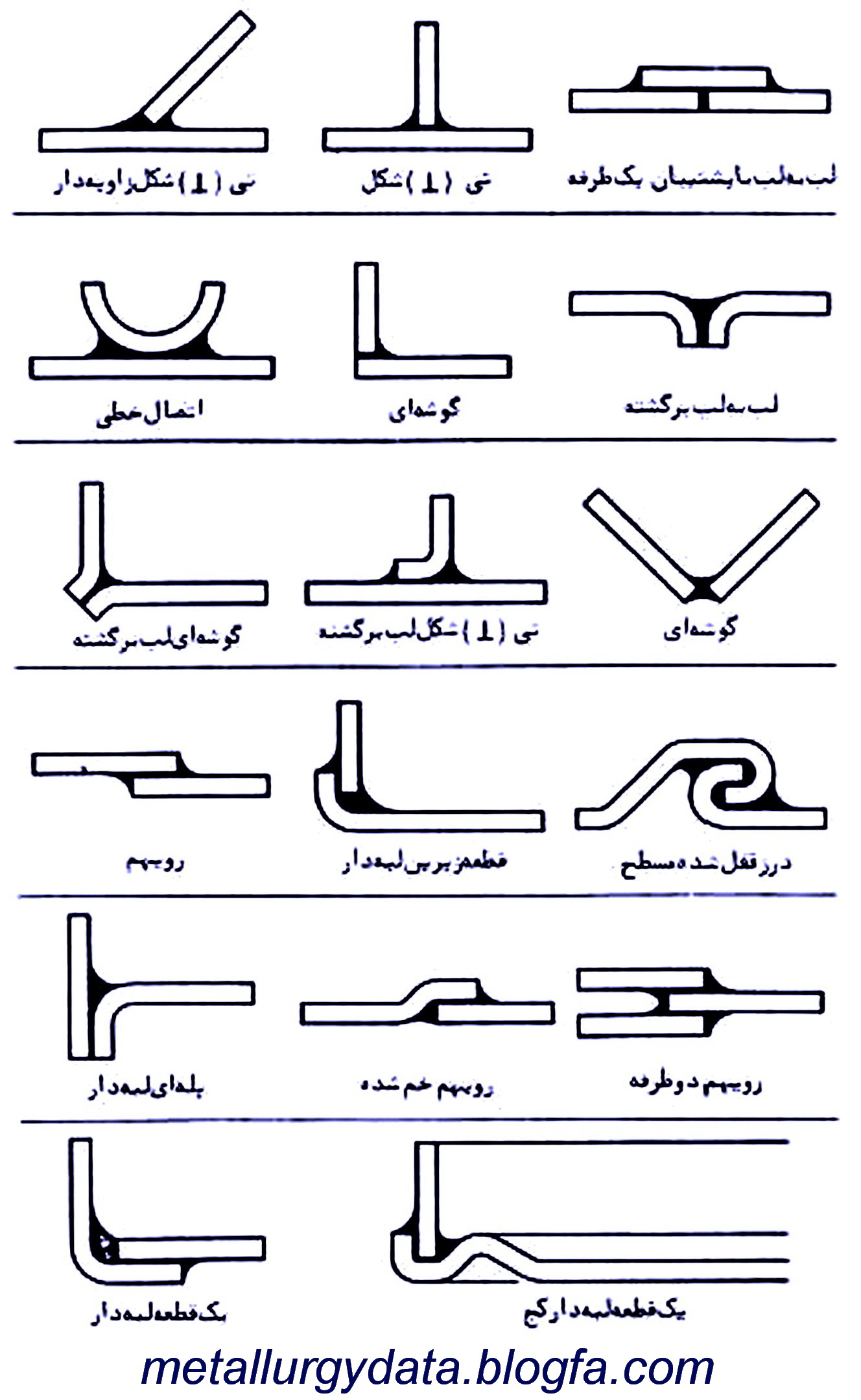
نمونه هایی از طراحی اتصالات توصیه شده برای لحیم کاری سخت آلیاژهای آلومینیم.اتصالات لبه دار و روی هم مخصوصا توصیه می گردد.