
کاربردهاو مزایا:
امروزه با توجه به پیشرفت روز افزون کشور در تمامی زمینهها و نیز افزایش روند ساختوساز ، نیاز به فولاد و محصولات آن در کشور، روز به روز در حال گسترش میباشد.
در حال حاضر به رغم آنکه بسیاری از کارخانههای فولاد فعال هستند اما به دلیل کمبود بسیار شدید فولاد دولت ناگزیر از واردات آن در حجم بسیار انبوه است. از این رو دولت نگاه ویژهای به روشهای تولید فولاد در قالب طرحهای کوچک و زودبازده دارد.
یکی از جدیدترین و مدرنترین روشهای تولید شمش فولاد استفاده از کورههای ذوب القایی میباشد. هم اکنون بسیاری از کشورهای اروپایی از کورههای القایی جهت ذوب فلزات و تولید فولاد استفاده میکنند.
این کورهها با استفاده از جریان برق آهن قراضه و یا شمش فلزات را ذوب کرده و ماده مذاب حاصل پس از تخلیه در قالبهای تعبیه شده به صورت شمش فولاد تولید میشود.
شمش فولاد تهیه شده از این روش در کارخانههای نورد جهت تولید انواع میلگرد، نبشی، ناودانی مورد استفاده قرار میگیرد. نکته قابل توجه در مورد کورههای القایی سرعت ذوبگیری بسیار بالای آن در مقایسه با کورههای فسیلی (کورههای دوار) میباشد. کورههای القایی در ظرفیتهای متنوع از تناژ پایین تا بالا تولید میشوند که این امر موجب گردیده این صنعت جدید در مقیاس کارگاهی تا کارخانهای قابل اجرا باشد. البته قابل ذکر است در مورد کورههای با ظرفیت بالا میتوان از خطوط مداوم بیلت فولادی استفاده کرد. در این روش تولید ماده مذاب حاصل از کورههای القایی به خط مداوم ریختهگری منتقل شده و بیلت در اندازههای طویل از آن خارج میشود. استفاده از کورههای القایی به علت سرعت کارکرد بالا در صنایع قطعهسازی نیز گسترش فراوانی یافته است. به طوری که هم اکنون بسیاری از واحدهای ریختهگری و تولید قطعه در حال جایگزینی کورههای قدیمی با کورههای القایی میباشند که این امر در افزایش سوددهی این واحدها نقشی مهم و حیاتی دارد. با توجه به مطالب فوق میتوان نتیجه گرفت تولید شمش فولاد و قطعات ریختهگری با استفاده از تکنولوژی کورههای القایی راهی مطمئن و پرسود در جهت جبران کمبود شمش فولاد و کاهش واردات آن است. البته استفاده از این روش هم اکنون سرعت و گسترش فراوانی یافته است و بسیاری از سرمایهگذاران به سمت این روش تولیدی گرایش یافتهاند.
کوره القایی یکی از ابزارهای گرمایشی بدون تماس مواد است. در این کوره ها از جریان با فرکانس بالا یا متوسط برای گرم کردن مواد هادی الکتریکی استفاده می شود. از آنجا که این روش بدون تماس است باعث آلودگی یا ایجاد ناخالصی در بار نمی شود.
در گذشته بیشتر از کوره های سوخت فسیلی برای ذوب فلزات استفاده می شد . آلودگی محیط زیست، راندمان پایین، سروصدای زیاد، عدم یکنواختی مذاب، عدم توانایی ذوب فلزات دیرگداز و مسائلی از این قبیل، مشکلاتی بود که این کوره ها به همراه داشتند.
در چند دهه اخیر توجه متخصصین و دست اندرکاران کوره سازی به استفاده از انرژی الکتریکی در این زمینه جلب شد و نسل جدیدی از کوره های الکتریکی بوجود آمد.
در کوره های ذوب القایی جریان الکتریکی القا شده توسط میدان مغناطیسی ایجاد حرارت می کند و این حرارت باعث ذوب جسم (معمولا فلزات) می شود. فلز درون بوته ای قرار می گیرد که اطراف آن کلاف های مغناطیسی پیچیده شده است و توسط جریان آب خنک می شوند.
جریان موجود در کلاف های مغناطیسی جریان های گردابی یا فوکو (Eddy Current) را در فلز القا می کند که باعث ایجاد حرارت و ذوب فلزمی شود.
در کوره القایی بدون هسته فلز درون یک پوشش نسوز که به وسیله کلاف احاطه شده است، نگهداری می شود. در این حالت کوره ذوب القایی مشابه یک ترانسفورماتور عمل می کند بدین ترتیب که فلز مانند یک کلاف ثانویه در ترانسفورماتور عمل کرده و با اعمال نیرو به کلاف اولیه احاطه کننده فلز جریان های گردابی القا شده و حرارت تولید می شود
پس از ذوب فلز هم زدن و همگن سازی به طور طبیعی و در اثر وجود نیروها و جریان های الکترومغناطیسی اتفاق می افتد. با انتخاب دقیق فرکانس و نیرو می توان سرعت ذوب و همگن سازی را کنترل کرد
مزایای کوره های القایی نسبت به سایر کوره ها:
1- اپراتوری بسیار ساده بعلت وجود بخش کنترل کامل الکترونیک
2- عدم آلودگی و اکسیداکسیون بار به علت عدم وجود گاز و شعله اکسیدکننده
3- شروع به کار سریع و عدم نیاز به پیش گرم یا ذوب اولیه
4- سرعت بالای انجام عملیات در مقایسه با سایر کوره ها
5- راندمان بسیار بالاترنسبت به کوره های سوختی
6- قابلیت تهیه آلیاژهای یکنواخت به علت چرخش داخل مذاب
7- قابلیت تهیه و نگهداری ذوب در ظرفیت های مختلف
8- سادگی عمل تغذیه و تخلیه
9- امکان کنترل دقیق درجه حرارت
10- قابلیت ذوب قراضه
11- اشغال فضای کمتر نسبت به سایر کوره ها
12- عدم تاثیر بر آلودگی محیط زیست
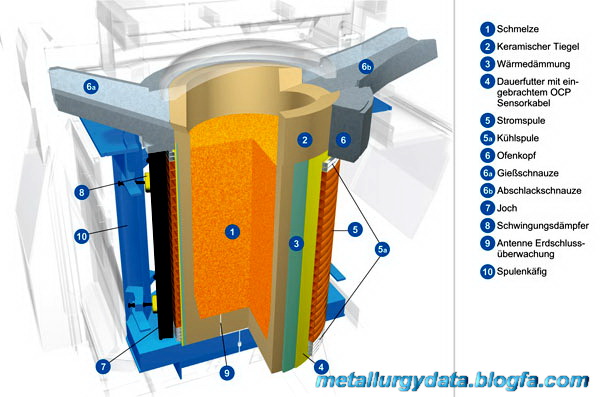
قسمت های مختلف کوره های القائی عبارتند از :
بوته :
شامل اسکلت فلزی کوره ، کویل ، جداره نسوز – هسته ترانسفورمر، پلات فرم (سکو)
تاسیسات خنک کن:
تاسیسات الکتریکی کوره القائی مثل ترانسفورماتور چوک ، خازن ها ، کلیدهای فشار قوی و تابلو مدار فرمان در محدوده ی زمانی خاصی می توانند کار کنند و اگر از حد معینی گرمتر شوند باعث ایجاد مشکلاتی می گردند ، لذا این تاسیسات باید خنک گردند ، خنک کردن تاسیسات الکتریکی می تواند ب فن ، ارکاندیشن یا کولر گازی صورت گیرد .
کویل و بدنه کوره در کوره های بوته ای و کوپل ، پوسته ی اینداکتور ، پوسته خنک کن و گلوئی کوره در کوره های کانال دار نیز باید خنک شوند این قسمت ها عموما با آب خنک می گردند(برخی از کوره های کوچک کانال دار بگونه ای طراحی می شوند که تمام قسمت های فوق الذکر یا قسمتی از آن با هوا خنک می شود ) و تاسیسات مخصوصی شامل مبدل های حرارتی ، پمپ ،برج خنک کن و غیره را دارا می باشد و معمولا مقصود از تاسیسات خنک کن همین قسمت می باشد .
تاسیسات حرکت بوته
برای کوره های بزرگ هیدرولیکی و برای کوره های کوچک مکانیکی یا هیدرولیکی است و شامل جک های هیدرولیک ، پمپ هیدرولیک، مخزن روغن ، شیر ها ، فیلتر ها ، دیگر تاسیسات هیدرولیک و میز فرمان هیدرولیک یا سیستم های چرخ دنده ای دستی یا چرخ دنده ای موتوردار.
محل استقرار کوره
شامل اتاق محل استقرار بوته (furnace pit) ، فونداسیون ، چاله ی تخلیه ی اضطراری ،محل استقرار تاسیسات الکتریکی ، هیدرولیکی و خنک کن و محل استقرار تابلو های مدار فرمان ، تابلوی کنترل مدار آب و میز فرمان هیدرولیک می باشد .
