
تعریف TLP
بریزینگ
نفوذی فرآیندی است که در آن، فلزات با گرما دهی تا یک دمای مناسب اتصال می
یابند. در این دما، یا فلز پرکننده ازپیش قرار داده شده ذوب می شود و با
جذب مویینگی سیلان می یابد یا یک فاز مایع به صورت درجا بین دو سطح اتصال
تشکیل می شود. در هر حالت، فلز پرکننده به درون فلز پایه نفوذ کرده تا جایی
که خواص فیزیکی و مکانیکی اتصال تقریبا مشابه فلز پایه گردد. فشار میتواند
برای اتصال اعمال گردد یا نگردد. نامهای دیگری که برای این فرآیند بکار
رفته اند عبارتند از:
•اتصال نفوذی فعال
•بهبود نفوذی فعال
•اتصال فاز مایع گذرا
مراحل فرآیند tlp
به طور کلی، فرآیند بریزینگ نفوذی به چهار مرحله زیر تقسیم می شود:
1-سوار کردن اتصال
در
این مرحله معمولا یک لایه واسط نازک در بین دو سطح اتصال قرار می گیرد اما
گهگاهی این لایه در خارج از محل اتصال قرار می گیرد تا با نیروی موئینگی
به درز اتصال جریان یابد. دو عضو اتصال معمولا با نیروی جزیی در حد چند مگا
پاسکال کسری از یک مگا پاسکال، در کنار یکدیگر قرار داده می شوند.
2-ذوب لایه واسط
قطعات
به صورت تشعشع، هدایت، القایی فرکانس رادیویی، یا مقاومتی تا دمای اتصال
گرم می شوند. در این دما، لایه واسط به شکل فاز مایع درآمده و دو سطح اتصال
را تر میکند. اتمسفر استفاده شده معمولا خلا با فشار حدود 0.1 میلی تور
است اما در مواردی از اتمسفر گاز خنثی آرگون هم استفاده می شود. در موارد
استثنایی، از گازهایی همچون هیدروژن یا نیتروژن یا هوای معمولی هم بعنوان
گاز خنثی استفاده شده است.
3-انجماد همدما
قطعات
آنقدر در دمای اتصال نگه داشته می شوند تا نفوذ به اندازه ای صورت گیرد که
دمای انجماد تمام نقاط منطقه اتصال از دمای اتصال بالاتر رود و در نتیجه
کل مایع به صورت همدما منجمد گردد.
4-همگن سازی
در
این مرحله که می تواند در دمای اتصال یا دمای دیگری صورت پذیرد، فرآیند
نفوذ ادامه پیدا کرده به گونه ای که ترکیب شیمیایی تا حد مطلوب به ترکیب
فلز پایه پایه نزدیک گردد و در نتیجه خواص فیزیکی و مکانیکی منطقه اتصال هم
مشابه فلز پایه شود.
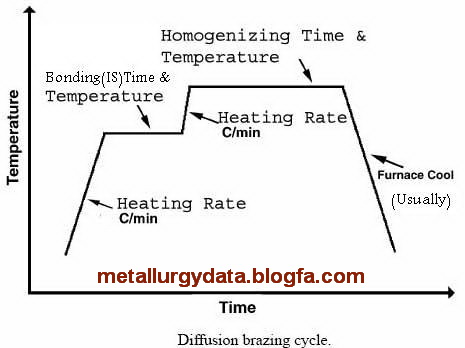
شکل 1 - شماتیکی از سیکل عملیات بریزینگ نفوذی.
سینتیک فرآیند tlp
شکل2،
شماتیکی از سینتیک فرآیند و غلظت عنصر تشکیل دهنده لایه واسط در منطقه
اتصال نشان داده شده است. در اینجا فرض شده است که لایه واسط و فلز پایه
عناصر خالصی هستند که حلالیت کامل در حالت جامد دارند. با افزایش دما از
دمای محیط تا دمای ذوب لایه واسط T3 مقداری نفوذ از لایه واسط به فلز پایه و
بالعکس صورت می گیرد که باعث می شود که در لایه واسط، نقطه ذوب نواحی
نزدیک مرز بالا رود و در نتیجه ضخامت لایه مذاب اولیه تشکیل شده در دمای T3
از ضخامت اولیه لایه واسط کمتر باشد.
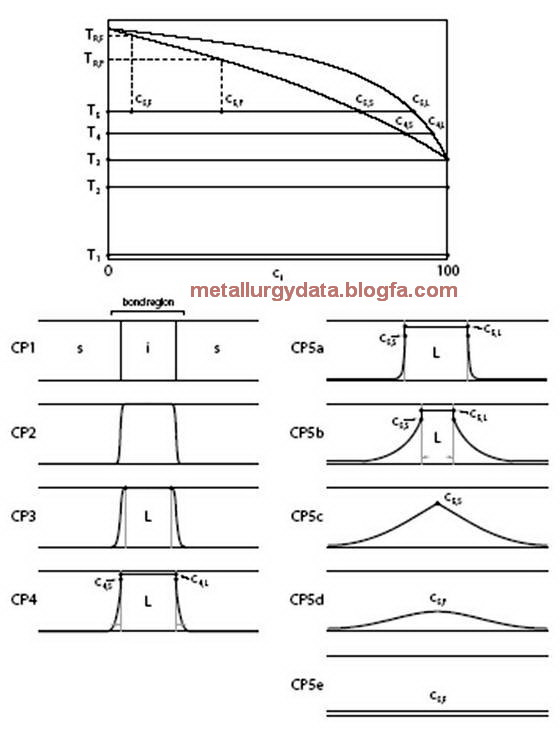
شکل 2 - شماتیکی سینتیک فرآیند پروفیل ترکیب شیمیایی منطقه اتصال
در
حین بالارفتن دما تا دمای اتصال T5، نفوذ ادامه پیدا میکند و این نفوذ
باعث می شود که به طور مرتب در نواحی مجاور فصل مشترک در فلز پایه، نقطه
ذوب کاهش یافته و در نتیجه این نواحی ذوب گردند. به این پدیده ذوب برگشتی
می گویند. بنابراین هنگامی که دمای قطعه به دمای اتصال رسید، علاوه بر لایه
واسط، بخش هایی از فلز پایه که نزدیک فصل مشترک اتصال هستند هم ذوب می
گردند در نتیجه، ضخامت لایه مذاب در این دما، از ضخامت اولیه لایه واسط
بیشتر است. با باقی ماندن قطعه در دمای اتصال، نفوذ باعث می شود که غلظت
جزء لایه واسط در ناحیه فصل مشترک مذاب/جامد کاهش یافته که نتیجه آن کاهش
نقطه ذوب این نواحی و انجماد آن ها در همین دما است. بنابراین، جبهه انجماد
به سمت خط مرکزی اتصال حرکت می کند. اگر قطعه به اندازه کافی در دمای
اتصال باقی بماند، در نهایت جبهه انجماد به خط مرکزی اتصال رسیده و در
اینجا انجماد همدما به طور کامل انجام شده است. در این زمان می توان قطعه
را سرد کرده و یا اینکه آن را در دمای دیگری همگن نماییم تا نفوذ به طور
کامل صورت پذیرفته و ترکیب شیمیایی در کل منطقه اتصال یکنواخت گردد. به این
ترتیب با همگن سازی، دمای سالیدوس منطقه اتصال به طور مرتب افزایش می یابد
تا اینکه در شرایط حدی، به دمای سالیدوس فلز پایه می رسد.
نواحی مختلف اتصال tlp
نمونه
ای از نواحی مختلفی که می توانند در یک فرآیند بریزینگ نفوذی به وجود
آیند، در شکل 3 دیده می شود. در صورتی که اتصال پیش از تکمیل انجماد همدما
سرد شود، در خط مرکزی ناحیه ای که بصورت غیرهمدما منجمد شده است تشکیل می
شود. در دو طرف این ناحیه، ناحیه ای دیده می شود که به صورت همدما منجمد
شده است و دست آخر، در فلز پایه در نواحی نزدیک فصل مشترک اتصال، در اثر
نفوذ عناصر لایه واسط به فلز پایه، ناحیه ای تشکیل می شود که از عناصر لایه
واسط غنی تر بوده و ترکیب شیمیایی آن با ترکیب شیمیایی اولیه فلز پایه فرق
دارد. این ناحیه به ناحیه متاثر از نفوذ معروف است و همانند منطقه متاثر
از حرارت در فرآیندهای جوشکاری معمول، معمولا اثر نامطلوبی بر خواص اتصال
دارد.
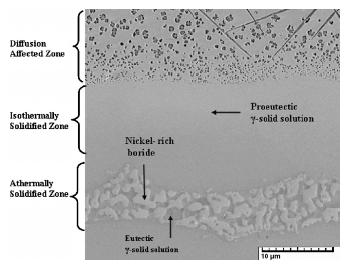
شکل 3 - نمونه ای از نواحی مختلف اتصال در فرآیند بریزینگ نفوذی
گونه های دیگر فرآیند بریزینگ نفوذی
تعدادی فرآیند بر اساس فرآیند بریزینگ نفوذی پایه گذاری شده اند که در ادامه به آنها اشاره می شود:
الف- اتصال TLP گرادیان دمایی
در
این فرآیند با اعمال یک گرادیان دمایی در اتصال، فصل مشترک اتصال از حالت
صفحه ای به حالت غیر صفحه ای در می آید که نتیجه آن بالا رفتن استحکام
اتصال است. (شکل 4)
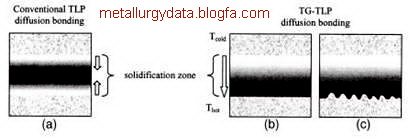
شکل 4 - مقایسه فصل مشترک اتصال الف بریزینگ نفوذی معمول ب بریزینگ دیفوزیونی گرادیان دمایی
ب-اتصال TLP درز باز
درزهای
اتصال خیلی باز(100 تا 500 میکرون) را می توان با پرکردن درز با ترکیب جزء
زود ذوب و جزء دیرگداز (لایه های متناوب یا مخلوط پودرها) متصل نمود. این
کار باعث تسریع در فرآیند انجماد همدما می شود.
ج-اتصال TLP جزیی
این
روش برای اتصال سرامیک ها به کار می رود و در آن، لایه واسط از سه بخش
شامل یک لایه ضخیم دیرگداز و دو لایه نازک زود ذوب تشکیل شده است. (شکل 5)

شکل 5 - لایه های مختلف در فرآیند TLP جزیی
د-اتصال TLP فعال
این
روش برای اتصال سرامیک به فلز به کار می رود و در آن، ترکیب شیمیایی لایه
واسط به گونه ای تنظیم شده است که دارای یک جزء فعال برای واکنش دادن با
سرامیک و ایجاد اتصال با آن و یک جزء زود ذوب برای پایین آوردن نقطه ذوب و
تر کردن فلز و ایجاد اتصال با آن باشد.
منبع:سایت جوش